



概要介绍 原文全文有51页,我读过的篇幅排得上前列的综述,非常全面的镍基合金焊接热裂纹综述,如果大家感兴趣,强烈推荐看原文,获取原文方式在文末。 一、镍基高温合金分类与焊接技术 1.1 合金分类 图4 镍基高温合金固溶处理所用合金元素 图5 单晶镍基高温合金制造设备示意图。 1.2 常用焊接技术 图2 四种镍基高温合金的焊接设备示意图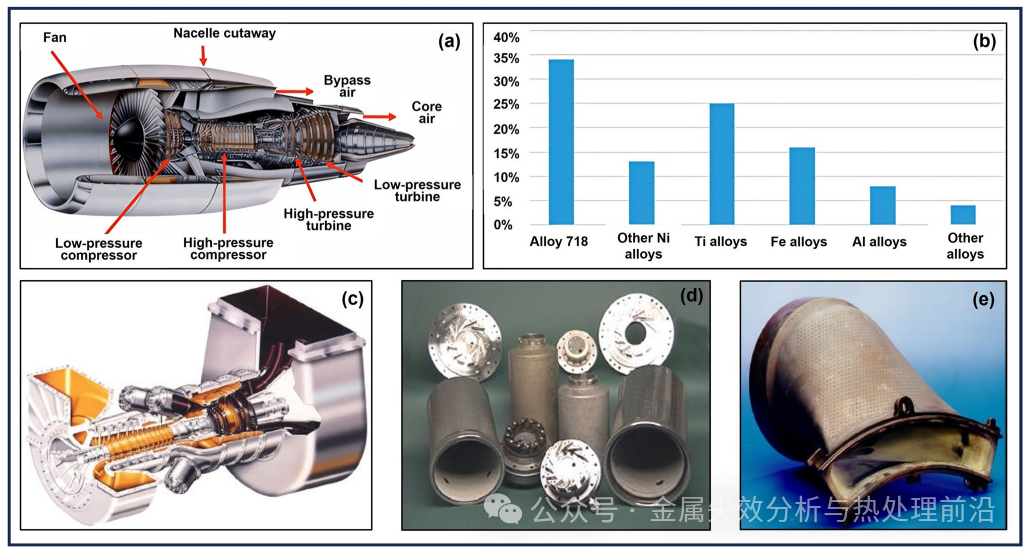
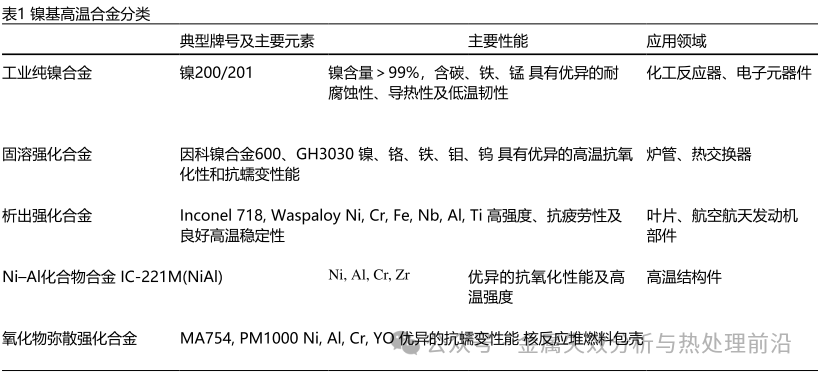
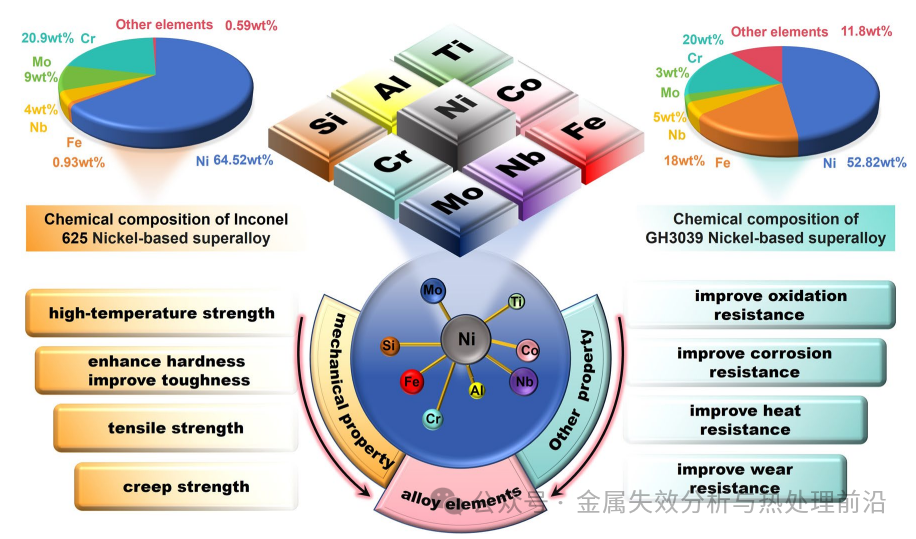
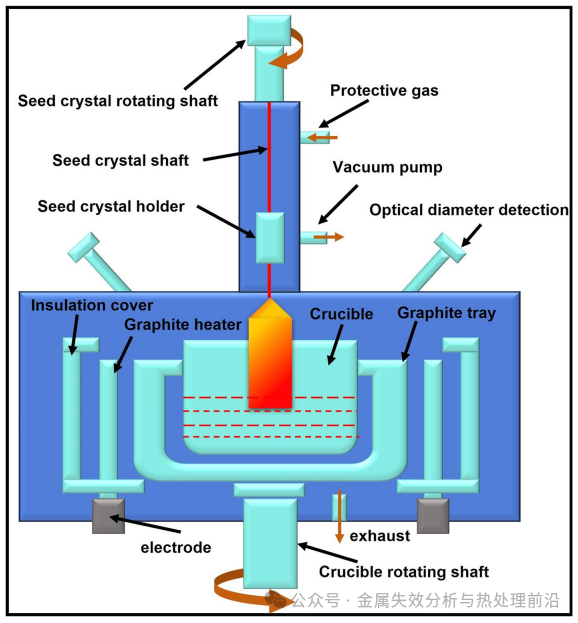
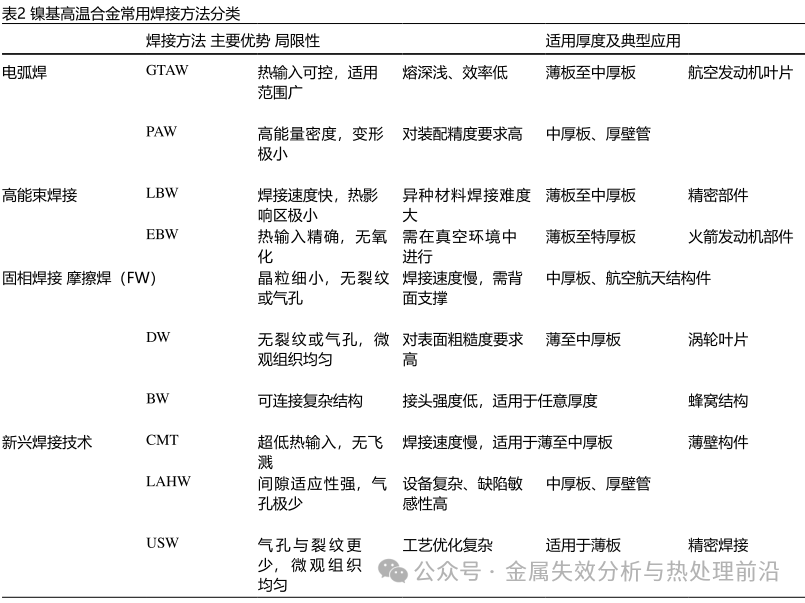
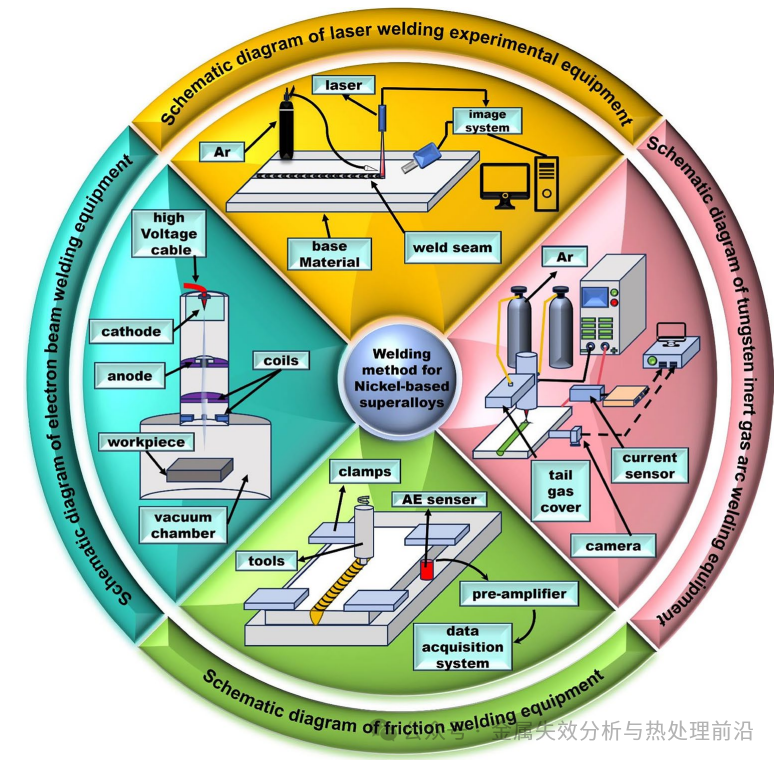
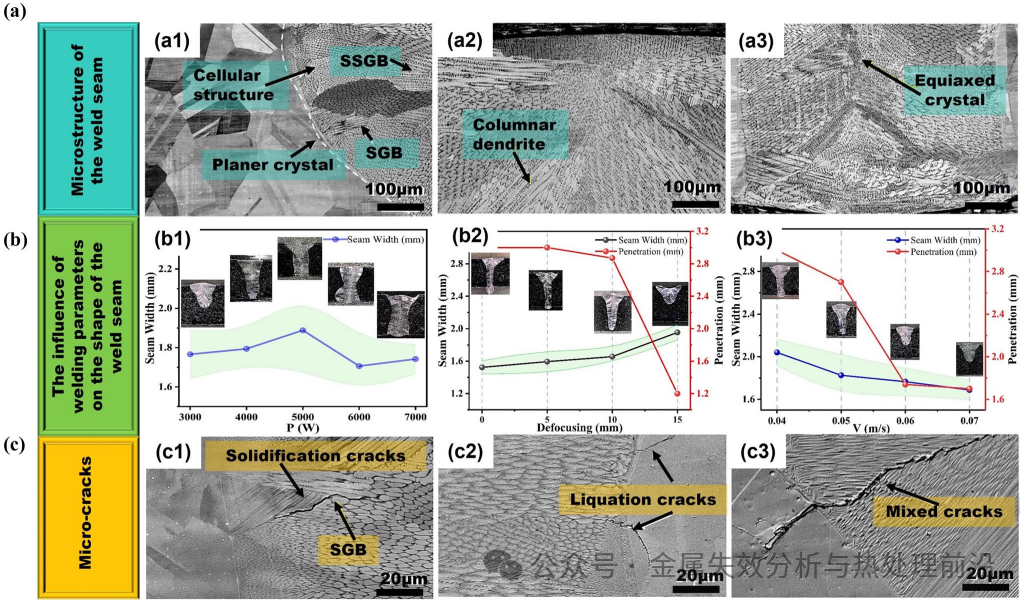
图6 激光焊接工艺参数对GH3539镍基高温合金焊接接头的影响:a 焊缝微观组织:a1 热影响区微观组织;a2 焊缝顶部微观组织;a3 焊缝底部微观组织;b 焊接参数对焊缝成形的影响:b1 在焊接速度为0.06 m/s条件下,不同激光功率下的焊缝宽度与熔深变化;b2 焊缝宽度与熔深随离焦距离的变化;b3 焊接速度与焊缝宽度/熔深的关系;c 焊接接头中的热裂纹:c1 凝固裂纹;c2 熔化裂纹;c3 混合裂纹[
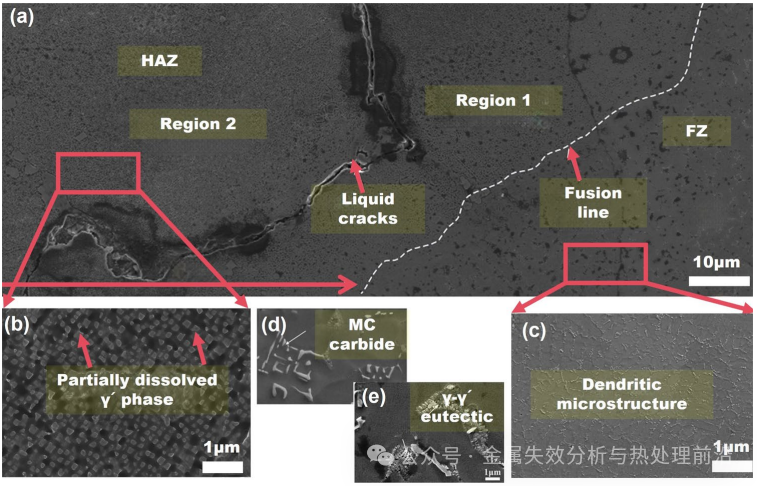
图7 K465镍基高温合金接头形貌分析:a 热影响区与熔合区微观组织;b 区域2放大图;c 熔合区宏观结构;d 中文字符状MC碳化物;e γ/γ′共晶
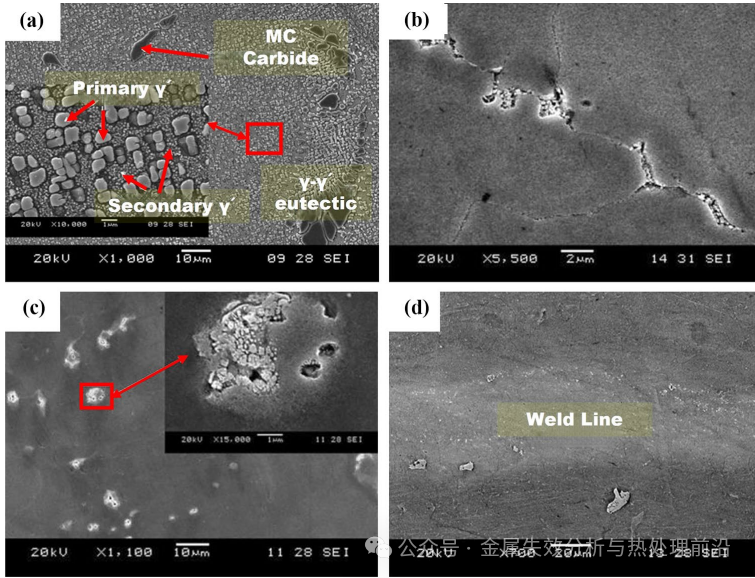
图8 焊接接头微观组织:a 经固溶热处理的IN-738显微照片,显示初生与次生γ′ 析出相、MC型碳化物及γ–γ′共晶;b 晶间熔化;c 晶内熔化;d IN-738中无裂纹线性摩擦焊连接接头的显微照片
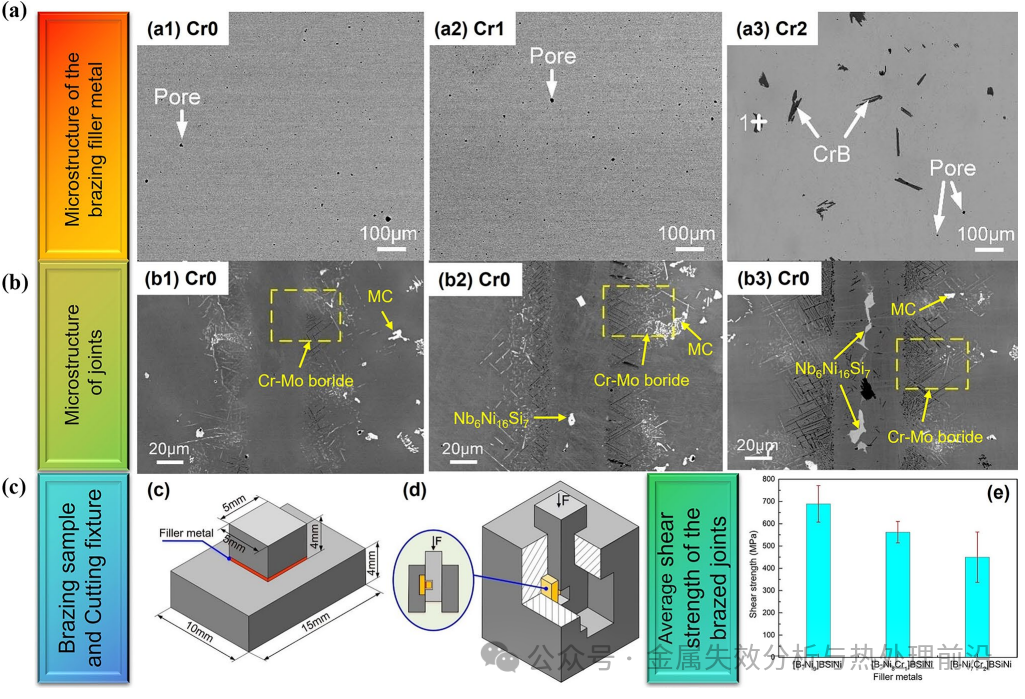
图9 钎料金属微观组织及钎焊试样示意图:a 钎料金属微观组织:a1 Cr0钎料、a2 Cr1钎料、a3 Cr2钎料;b 采用不同钎料焊接的接头:b1 Cr0钎料、b2 Cr1钎料、b3 Cr2钎料;c 钎焊试样;d 剪切试验用夹具;e 钎焊接头平均剪切强度
二、3 类核心热裂纹 2.1 凝固裂纹 图11 半固态材料,即部分熔化的母材晶粒及糊状 区,位于合金焊接熔池周围。 图12 焊缝裂纹形成机理:a 熔池开始凝固,b 形 核,c 晶粒长大,d 低熔点液膜形成,e 嵌入式裂 纹,f 贯穿式裂纹。
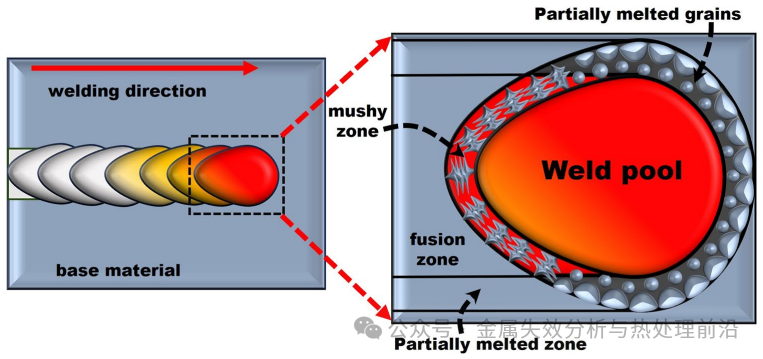
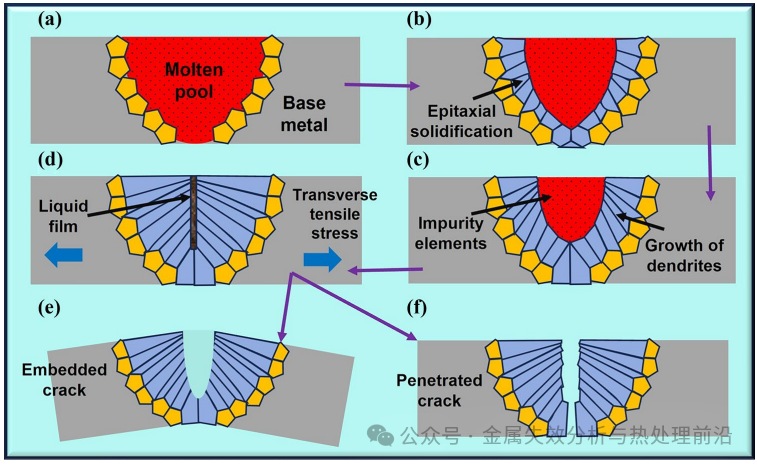
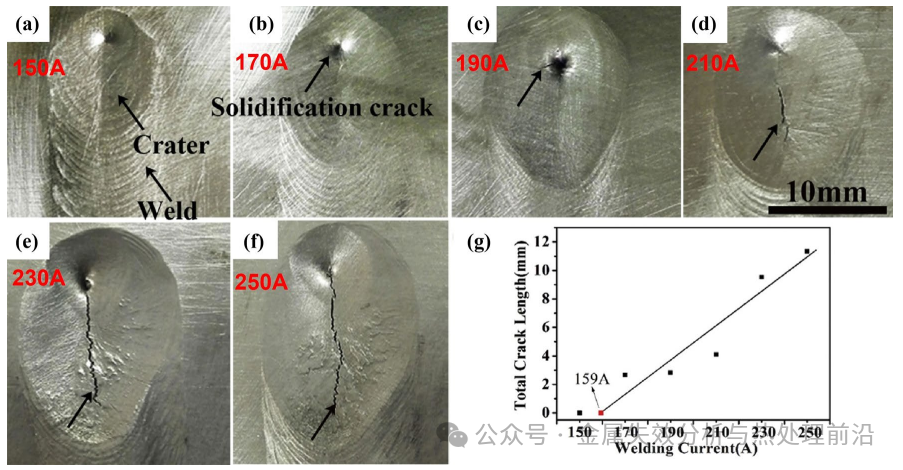
图17 不同电流下焊道形貌:a 150 A;b 170 A;c 190 A;d 210 A;e 230 A;f 250 A;g 最大裂纹长度随焊接电流(热输入)的变化关系
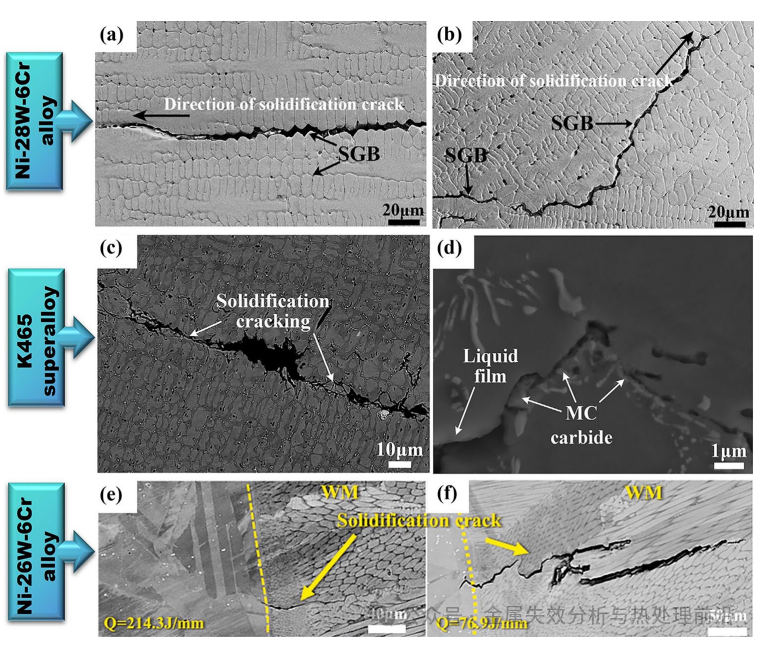
图10 镍基高温合金中凝固裂纹形貌:a、b Ni–28W–6Cr合金中凝固裂纹的显微组织,c Ni–28W–6Cr合金中凝固裂纹的显微组织,K465高温合金中的情况及d MC型碳化物与液膜,e、f Ni–26W–6Cr 合金中凝固裂纹的显微组织。
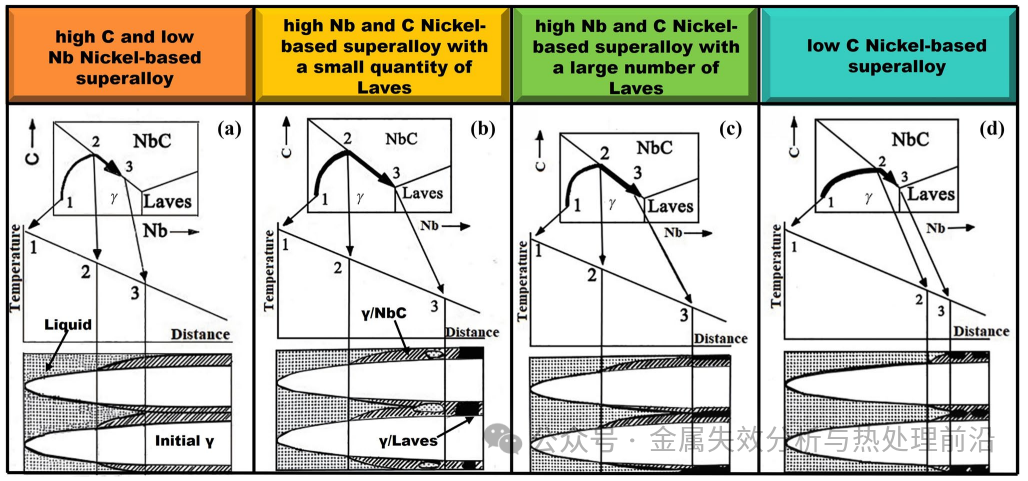
图14 四种含Nb镍基高温合金的不同显微组织示意图:a 高C低Nb镍基高温合金;b 少量Laves相的高Nb高C镍基高温合金;Laves相数量;c 高Nb高C镍基高温合金(含大量Laves相);d 低C镍基高温合金
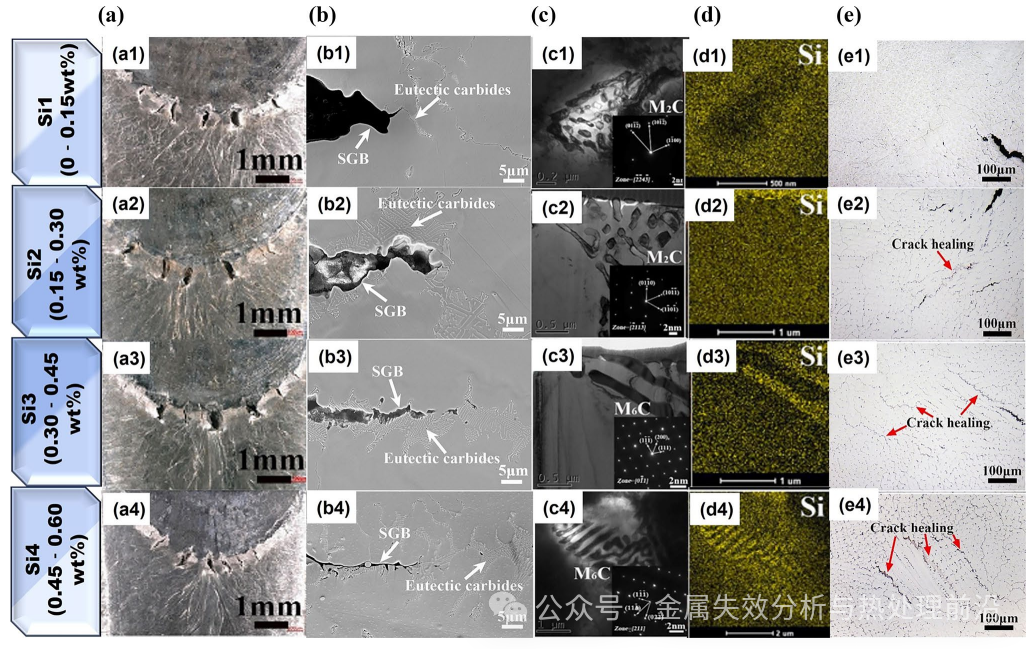
图15 不同Si含量ERNiMo-2焊丝对GH3535镍基高温合金焊接凝固裂纹敏感性的影响分析:a 6%应变下的横向可变拘束试验结果:a1 Si1、a2 Si2、a3 Si3、a4 Si4;b 裂纹表面形貌:b1 Si1、b2 Si2、b3 Si3、b4 Si4;c 透射电镜(TEM)裂纹尖端共晶碳化物的形貌图像:c1 Si1、c2 Si2、c3 Si3、c4 Si4;d 裂纹尖端共晶碳化物的EDX分析结果:d1 Si1、d2 Si2、d3 Si3、d4 Si4;e 焊缝金属中由共晶回填引发的裂纹愈合现象:e1 Si1、e2 Si2、e3 Si3、e4 Si4
2.2 液化裂纹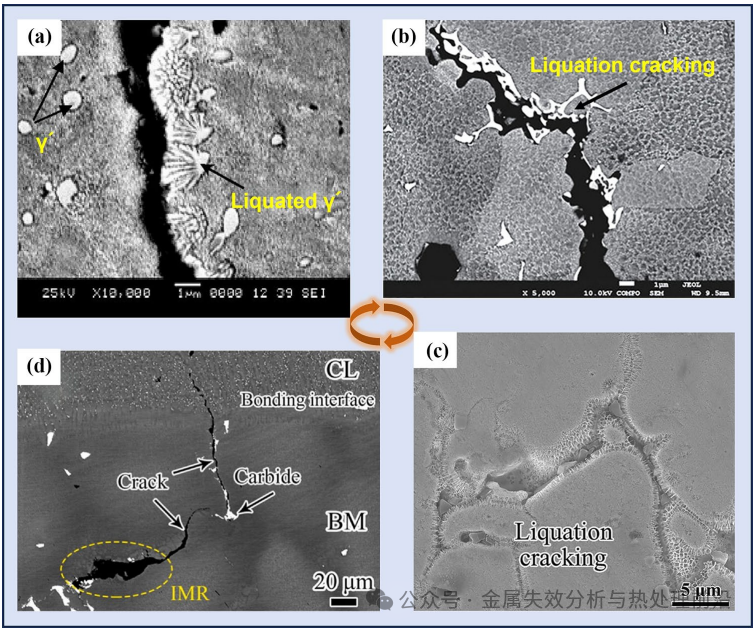
图22 液化裂纹微观形貌:a IN-738 LC合金的液化裂纹[137],b Inconel 718合金的液化裂纹[138],c、d K447A合金的液化裂纹[139, 140]。
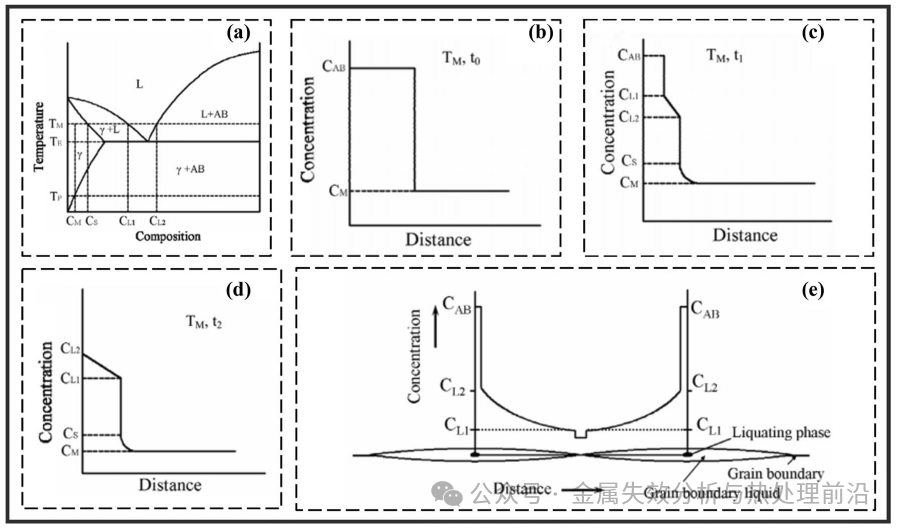
图23 成分熔化分析:a 二元合金相图,b γ-AB扩散偶初始构型,c 按照相图所示,熔化AB颗粒前方液相浓度梯度,d AB熔化末期液相中亚稳态浓度梯度的形成,e AB颗粒成分偏析熔化在晶界液膜中形成横向浓度梯度
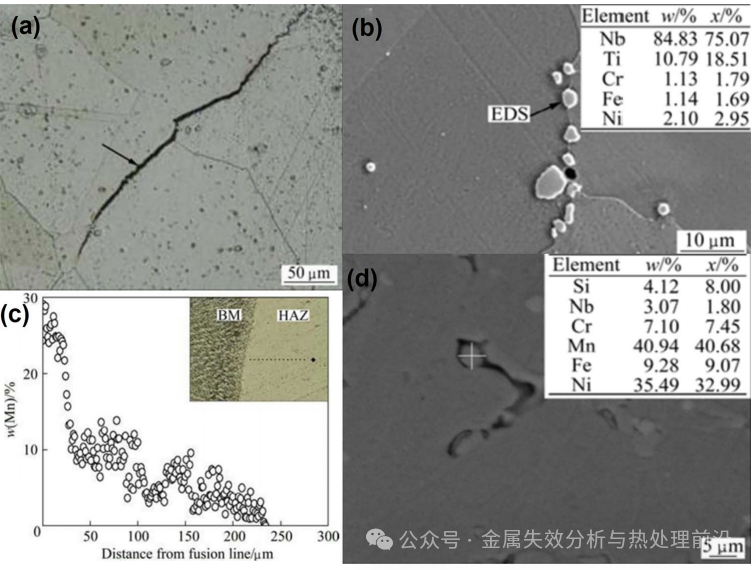
图24 Mn含量对GH4169 镍基高温合金电子束焊接液化开裂敏感性的影响:a 液化开裂形貌,b晶界处化合物的EDS分析,c热影响区内Mn分布,d能谱分析显示的焊缝断口形貌
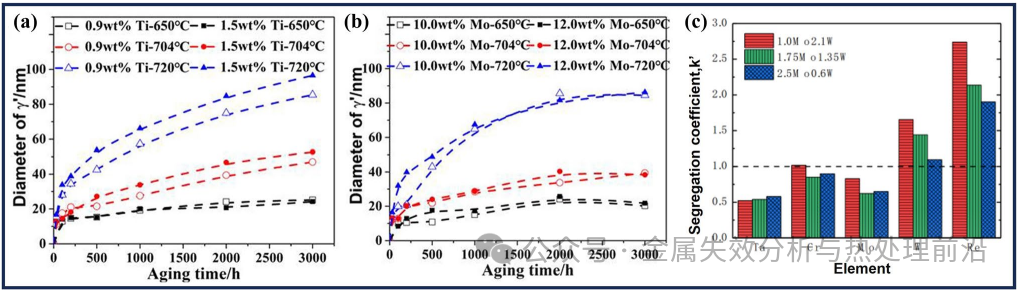
图25 Ti与Mo对液化开裂敏感性影响的分析:a Ti浓度的影响,b Mo浓度的影响[158],c随Mo/W比变化的Ta、Cr、Mo、W及Re偏析行为变化
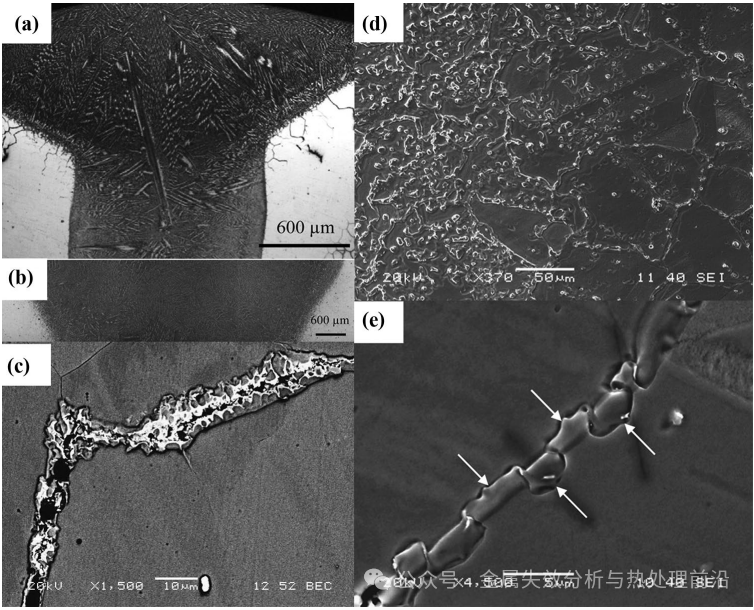
图26 不同热输入下718Plus镍基高温合金热影响区液化开裂分析:低热输入条件下718Plus高温合金激光焊缝熔合区与热影响区的光学显微照片,b高热输入焊接条件,c共晶回填,d高热输入激光焊无裂纹热影响区中的晶界液化,e热影响区晶界增厚现象。
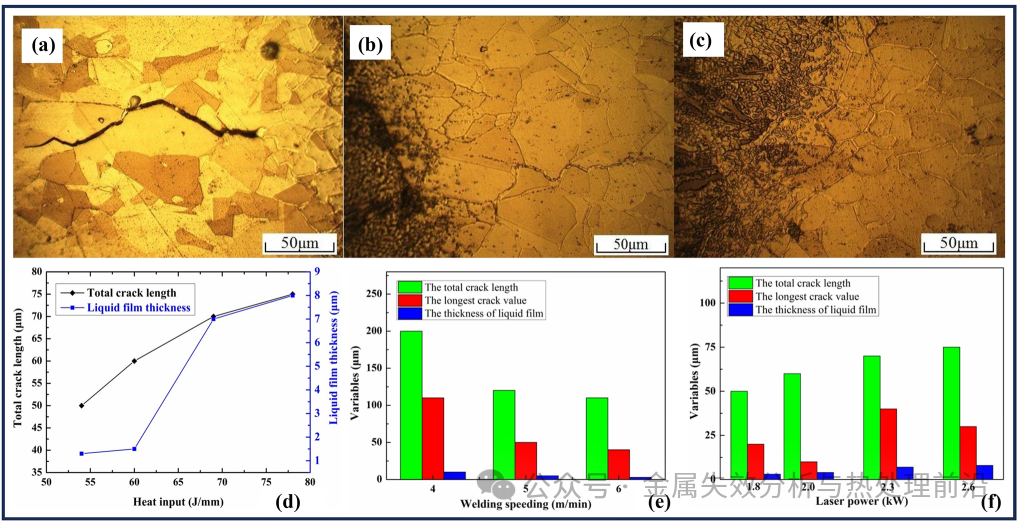
图27 不同热输入对GH909镍基高温合金激光焊接接头液化开裂敏感性的影响分析:a液化开裂形貌;不同热输入下热影响区显微组织:b 60 J/mm,c 78 J/mm,激光焊接热输入对热影响区开裂的影响;焊接参数对热影响区开裂的影响:e焊接速度,f激光功率
2.3 塑性下降裂纹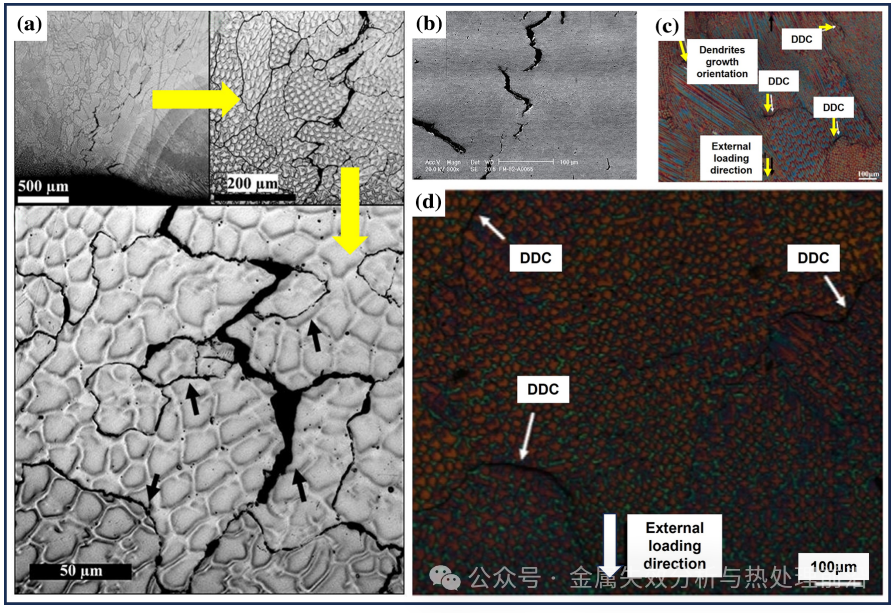
图29 DDC微观形貌:a 690镍基高温合金的DDC[179],b FM-82的塑性下降开裂[180],c、d 多道ERNiCrFe-7A堆焊层的DDC
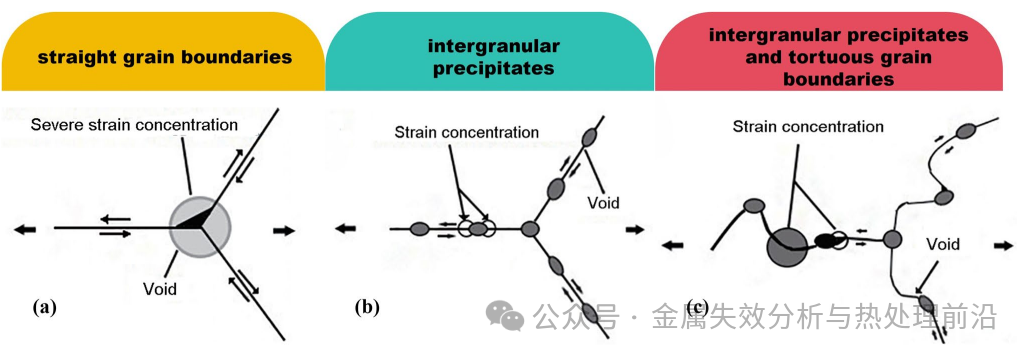
图30 晶界析出相对晶界滑移、应变集中及孔洞形成的影响:a 平直晶界,b 晶界析出相的影响,c 晶界析出相与曲折晶界共同作用的影响
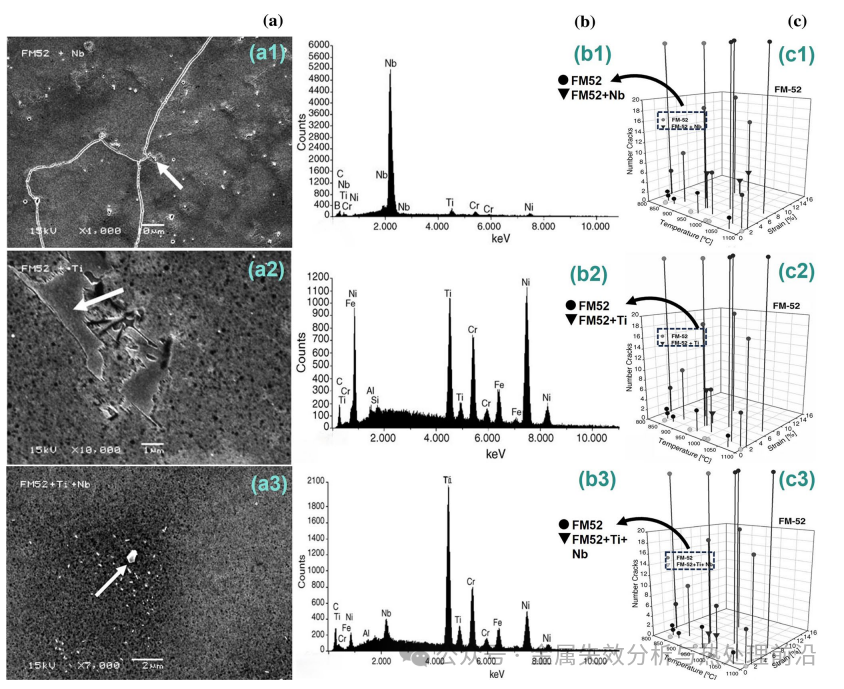
图31 添加Nb和Ti的镍基填充金属52热裂纹分析:a FM-52 断裂应变试验试样的显微组织:a1 FM-52 + Nb,a2 FM-52 + Ti,a3 FM-52 + Ti + Nb;b 所示晶界析出相的XEDS谱图:b1 富Nb晶界析出相,b2 富Ti晶界析出相,b3 富Ti-Nb晶界析出相,c 断裂应变试验结果对比:c1 FM-52与FM-52 + Nb,c2 FM-52与FM-52 + Ti,c3 FM-52与FM-52 + Ti + Nb
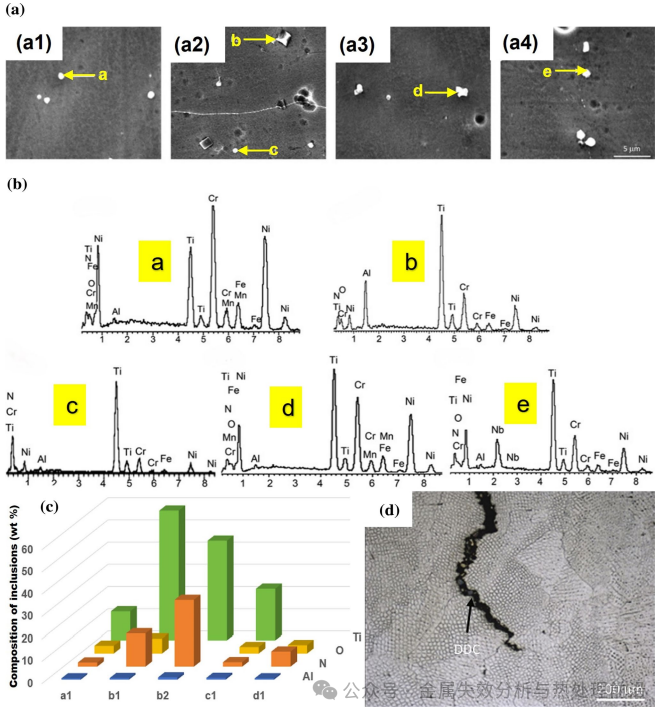
图32 夹杂物成分分析及DDC形貌:a 不同Al和Ti含量样品的夹杂物形貌:a1 Al = 0.14wt%,Ti = 0.30wt%,a2Al = 0.29wt%,Ti = 0.62wt%,a3 Al = 0.42wt%,Ti = 0.92wt%,a4 Al = 0.19wt%,Ti = 0.34wt%,b 夹杂物XEDS分析,c 夹杂物成分数据,d 塑性下降开裂
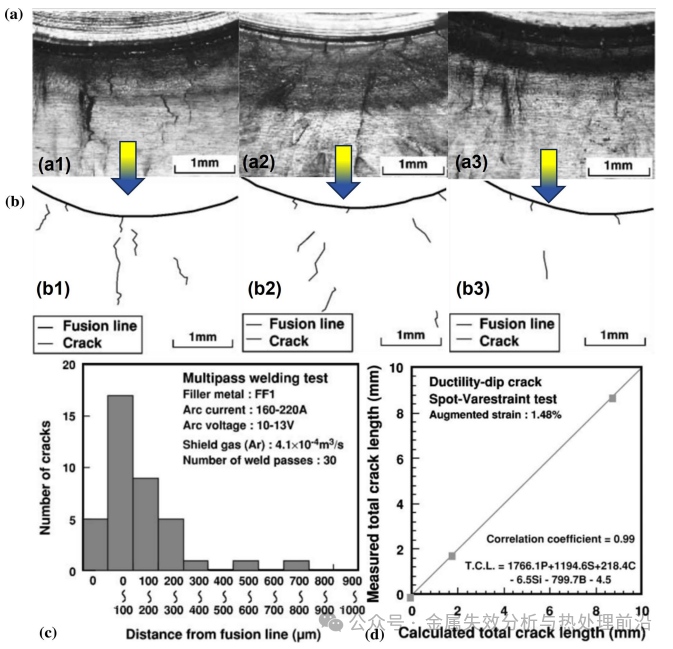
图33 填充金属中不同P和S含量对690镍基高温合金多道焊微裂纹影响的分析:a 690镍基高温合金多道焊缝金属中微裂纹形貌(采用不同S和P含量的填充金属):a1 S = 16wt%,P = 50wt%,a2 S = 37wt%,P = 9wt%,a3 S = 1wt%,P = 20wt%,b 示意图微裂纹示意图:b1 S = 16wt%,P = 50wt%,b2 S = 37wt%,P = 9wt%,b3 S = 1wt%,P = 20wt%,c 采用S和P含量分别为16wt%和50wt%的填充金属进行多道焊所获得焊缝金属中微裂纹萌生位置的直方图,d 总DDC长度与填充金属中痕量及杂质元素含量的回归分析
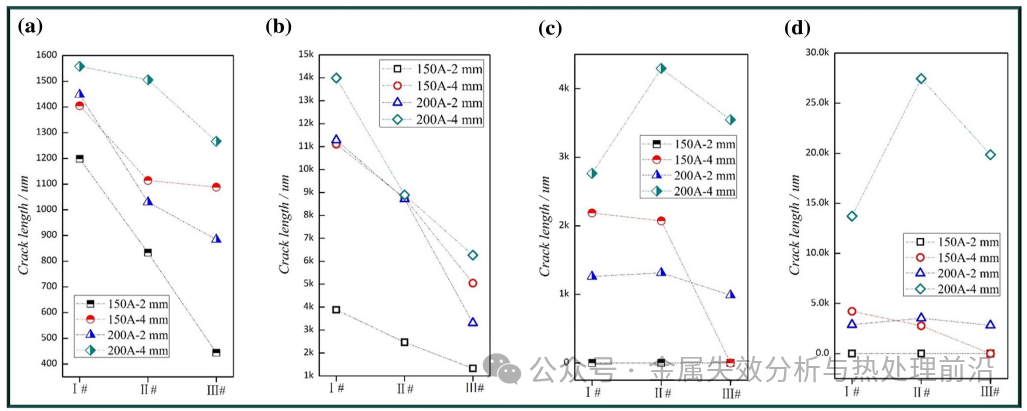
图34 热输入与施加应变对690镍基高温合金焊缝金属热裂纹敏感性的影响:a 最大凝固裂纹长度统计,b总凝固裂纹长度,c 最大DDC长度统计,d 总DDC长度统计
三、热裂纹敏感性试验方法
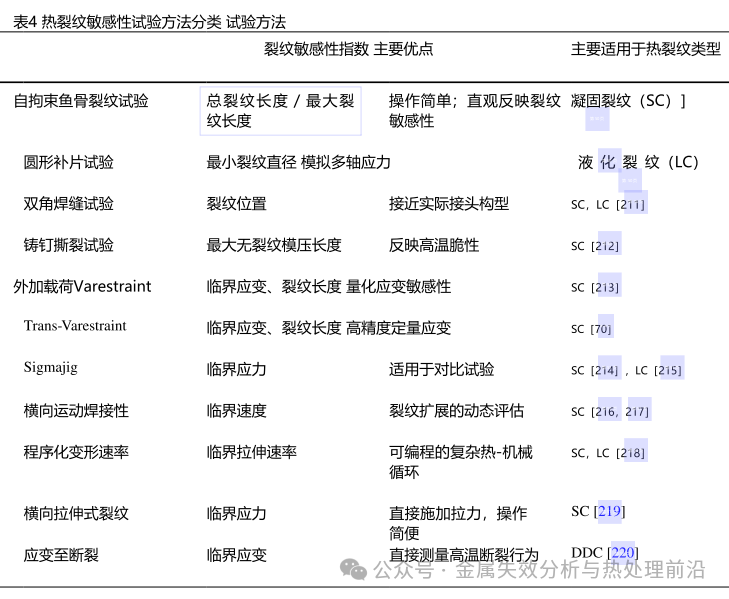
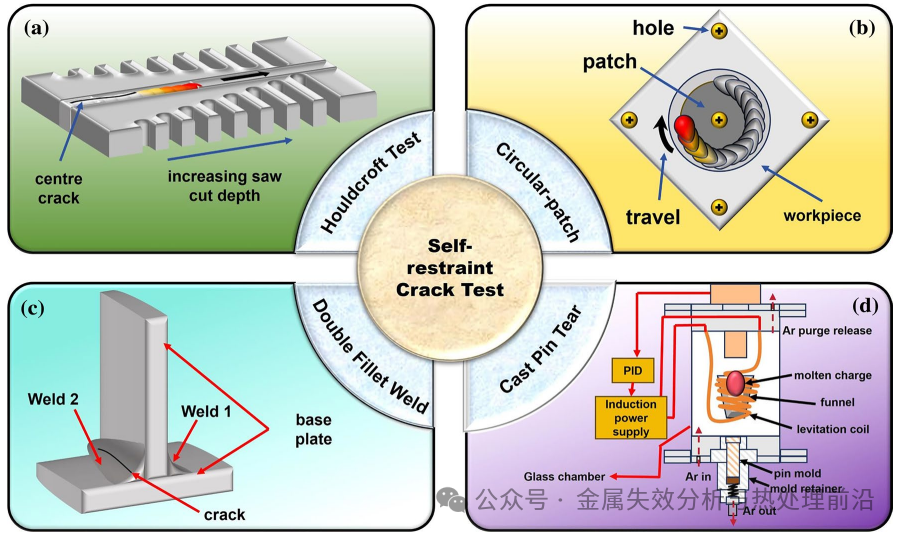
图35 自拘束裂纹试验:a 鱼骨状裂纹试验,b 圆形补片焊接试验,c 双角焊缝试验试样形状,d 铸针撕裂试验装置。
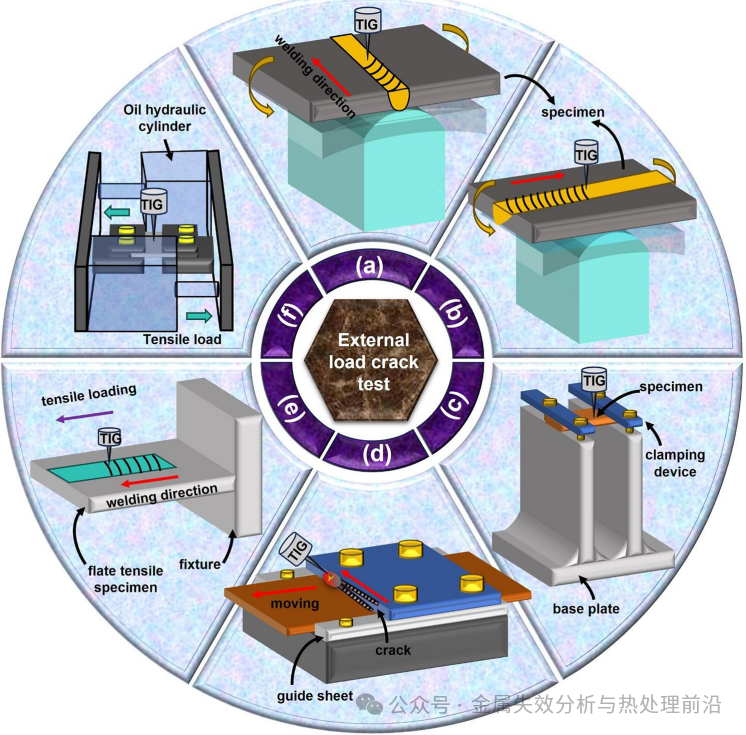
图36 外加载荷作用下裂纹试验方法:a Varestraint 试验,b 横向Varestraint 试验,c U型热裂纹试验,d 横向运动可焊性(TMW)试验,e 程序化变形速率(PVR)试验,f 横向拉伸式热裂纹试验。
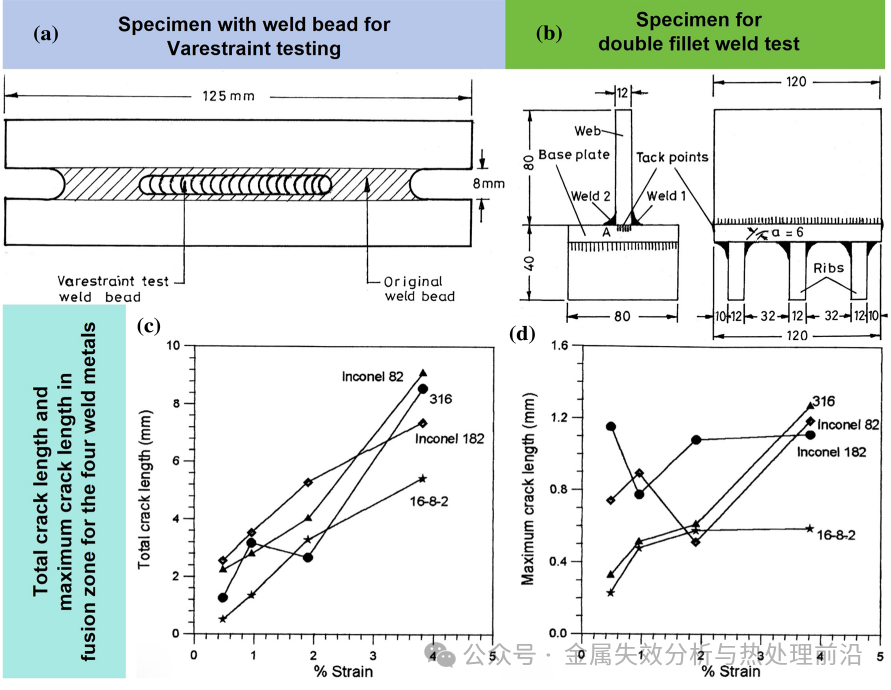
图 37 Varestraint 试验与双角焊缝试验结果: a 用于Varestraint试验的带焊道试样,b 双角焊缝试验试样,c 四种焊缝金属熔合区内的总裂纹长度焊缝金属,d 四种焊缝金属熔合区内的最大裂纹长度
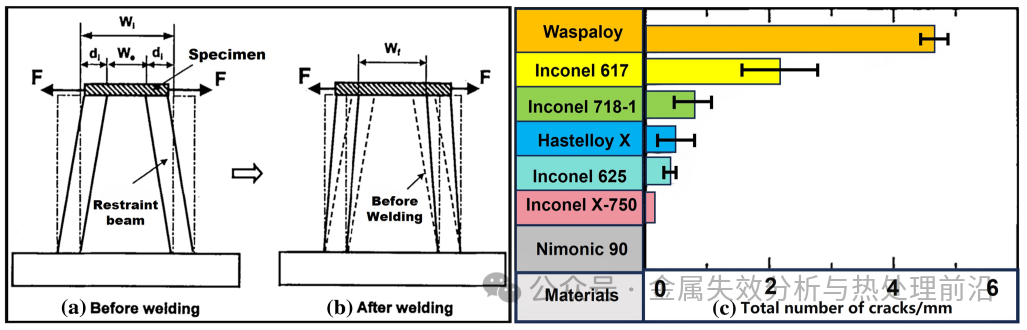
图38 U型热裂纹试验及七种不同镍基高温合金的裂纹敏感性评估:U型热裂纹装置在焊接前a与焊接后的工作原理b、c 各种镍基高温合金的液化裂纹敏感性及液化温度范围
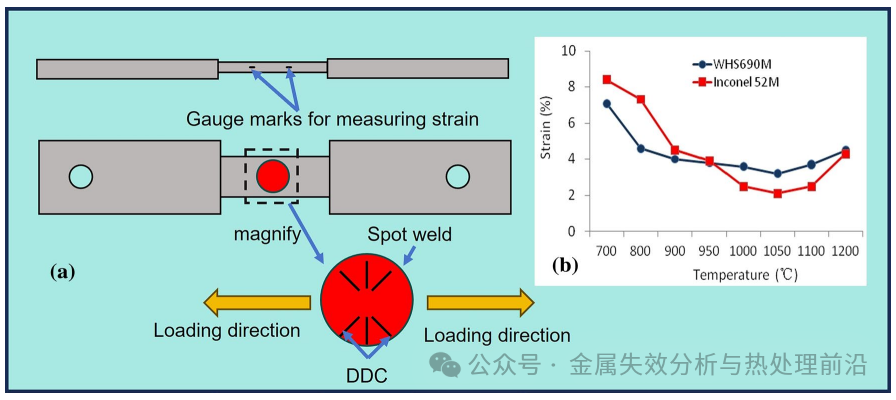
图39 STF试样及不同镍基高温合金临界应变随温度的变化:a STF试样,b WHS690M和Inconel 52M的临界应变随温度的变化
四、热裂纹防控策略 4.1 成分优化 4.2 工艺改进
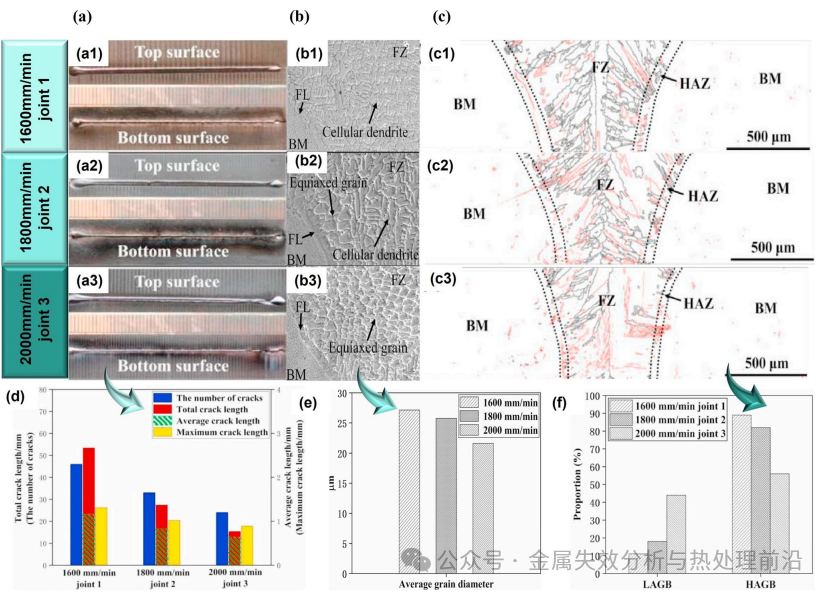
图20 不同焊接速度对IC10镍基高温合金电子束焊接凝固裂纹敏感性的影响分析:a 接焊缝宏观形貌:a1 1600 mm/min 接头 1; a2 1800 mm/min 接头 2; a3 2000 mm/min接头3;b 不同焊接速度下对接焊缝熔合区的显微组织:b1 1600 mm/min接头1;b2 1800 mm/min接头2;b3 2000 mm/min接头3;c 不同焊接速度对接焊缝的晶界形貌:c1 1600 mm/min接头1;c2 1800 mm/min接头2;c3 2000 mm/min接头3;d 不同焊接速度对接焊缝的裂纹统计;e 不同焊接速度对接焊缝的平均晶粒尺寸;f 小角度晶界与大角度晶界比例图。
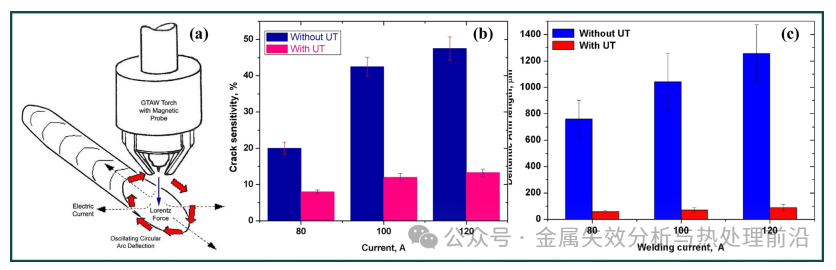
图21 磁搅拌焊接装置及超声处理对裂纹敏感性的影响结果:a GTAW焊枪与磁探针示意图,其中洛伦兹电弧力方向向下,电流流向及探针诱发的环形电弧振荡偏转,b 焊接电流与超声处理对Inconel 718合金裂纹敏感性数值的影响,c 超声振动对Inconel 718合金枝晶臂长的影响。
4.3 组织调控 五、总结与展望
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”