焊接中的各类裂纹形成位置、原因和机理介绍
2026-02-12 14:55:14
作者:本网整理 来源:网络
分享至:
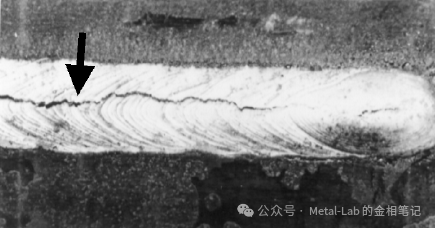
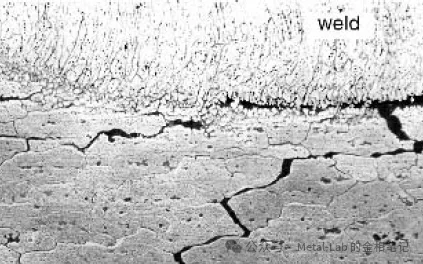
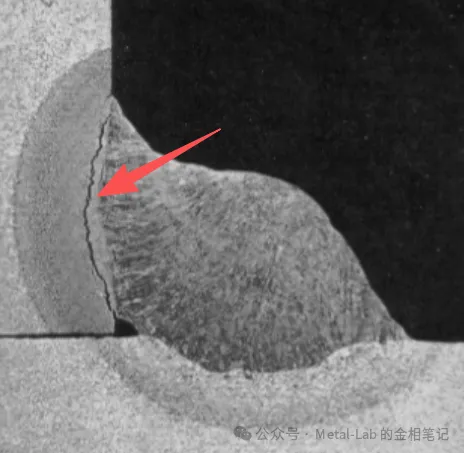
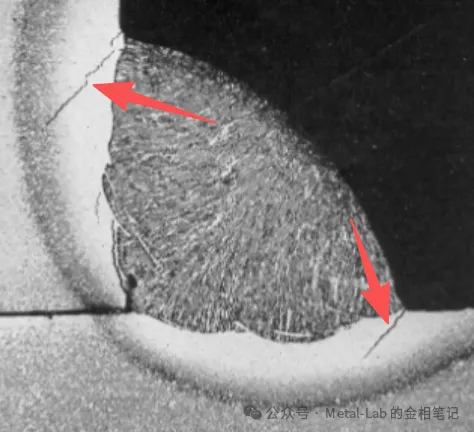
焊接裂纹属于严重缺陷,通常不能被接受,通常将肉眼可见的裂纹称为宏观裂纹,借助显微镜观察到的裂纹称为显微裂纹。按照裂纹形成的机理来讲,焊接产生的裂纹主要可以分为热裂纹、冷裂纹、层状撕裂和再热裂纹四类,下面就分别逐一介绍各自特点,相信各位看了之后会对不同焊接裂纹有一个初步的认识,从而也能根据不同种类的裂纹形成机理找到针对性的预防对策。1. 热裂纹,在焊缝冷却前的高温过程中产生,可进一步分为凝固裂纹和液化裂纹。形成位置:凝固裂纹产生于焊缝中心,沿焊缝长度方向纵向分布,产生于中心树枝状结晶的交界处,或产生于焊缝内的两个树枝状晶之间。形成原因:焊缝中有较高的硫等杂质元素;焊缝中存在一定含量的低熔点金属如铜、铅、锡或锌;大的深宽比;焊接的中断重启。形成机理:其中低熔点金属会在焊缝金属凝固过程中由于熔点低而形成液态薄膜,在凝固过程中的焊缝收缩应力作用下在液态薄膜位置形成开裂,由于裂纹在高温下形成,如果打开裂纹获得断口,断口上会存在明显的氧化,表现为氧化物或者蓝色氧化色。这是与冷裂纹进行区别的重要特征。形成位置:发生在焊缝熔合线附近,或发生在多层焊的层间。形成原因:焊丝中硅、磷、硫含量高时,液化裂纹的倾向高。形成机理:在焊接热影响下,近焊缝区或多层焊的层间低熔点组分晶界局部熔化,在冷却时收缩引起的沿晶界开裂。通常可以细分为三类,分别是氢致裂纹(延迟裂纹)、淬火裂纹和低塑性脆化裂纹。氢致裂纹是典型的焊接冷裂纹,产生于HAZ焊接热影响区的粗晶区,通常在焊缝下(大致平行于熔合线)或者焊趾位置产生,重要特征是有延迟特性,焊接之后可能要过一段时间才产生并被发现。通常认为产生焊接氢致裂纹需要同时满足4个条件,1.具有一定的氢含量;2.具有一定的应力,至少是屈服强度的50%;3.温度冷却到300℃以下;4.裂纹位置硬度超过400HV。- 预热或保持一定的层间温度,母材预热可以降低焊接后的冷却速度,避免形成敏感组织,降低应力水平和HAZ区的硬度;-PWHT焊后热处理,可以降低残余应力,同时也可以使得一部分氢扩散出去,减少氢含量;-焊条充分烘干,使用干燥的保护气体,焊前做好清理,充分去除铁锈或油污,以降低氢含量。
2.2 淬火裂纹和低塑性脆化裂纹
焊接冷裂纹,除了氢致裂纹,如果单一因素足够强大,也会导致淬火裂纹和低塑性脆化裂纹,淬火裂纹发生在高碳,高合金等淬硬性较大的钢中,没有延迟现象;低塑性裂纹一是由于收缩力引起的应变大于材料本身的塑性储备,二是由于焊接过程中产生了脆性相。
多发生在厚壁结构的T型接头、十字接头或角接头位置,母材为轧制材料,裂纹形状呈阶梯状特征。形成机理:由于母材内条状夹杂物的平行分布,导致板材呈现各向异性,在垂直于板材厚度方向的拉伸塑性变差,在焊接时受到垂直于轧制方向的应力作用,产生台阶状层状撕裂。预防措施是使用纯净的钢材,使用Z向性能好的板材;合适的接头设计,合理选择焊接顺序可减少层状撕裂的风险。顾名思义,再热,就是焊缝在冷却后再次加热,这一般就是指焊后消除应力热处理这个过程,再热裂纹的产生与焊后热处理的加热温度和时间有关,一般低合金钢的再热裂纹产生温度在550-700℃之间,普通碳钢一般不会产生再热裂纹。在含有时效强化元素Cr, Mo, Nb, V, Ti的合金钢中容易形成再热裂纹。形成原因:消除应力热处理前焊接结构中存在较大的残余应力,并且局部有应力集中。形成机理:在焊后消除应力热处理过程中,焊接残余应力逐渐松弛,在焊接热影响区的粗晶区应力集中部位产生裂纹。预防措施有,严格控制V, Ti,Nb的元素含量,合理设计接头形式,降低接头的拘束度;选择合适的再热处理工艺参数,尽量缩短敏感温度区间的保温时间。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。