



奥氏体不锈钢的用量在压力设备用材中仅次于碳钢、碳锰钢,选择奥氏体不锈钢的理由大致有两个:首先是一钢多用,洁净美观、耐蚀、耐高温(800℃~1000℃)、耐超低温(-253℃),此外,其具有良好机械强度、塑性、韧性和加工焊接性能。正确使用奥氏体不锈钢,规避其常见的潜在风险需了解下列各项基本冶金特征。
a) 300系列奥氏体不锈钢的耐蚀性主要来自其铬含量及其表面只有2nm厚的氧化铬钝化膜的完整性、自钝化和修复能力;Ni的作用主要在于形成奥氏体组织及由此带来优良的塑性韧性和加工焊接性能;一切有损于钝化膜完整性的因素都将对其耐蚀性带来颠覆性的后果,因此,保证钝化膜完整性是应对不锈钢一切腐蚀问题的基础。
b) 不锈钢的不锈是相对碳钢而言,在氧化性介质中有良好的耐蚀性,而300系列奥氏体不锈钢对还原性介质、强氧化性介质、氧化还原性介质、卤式盐以及抗SCC的能力十分有限;而高性能奥氏体不锈钢、双相不锈钢以及Inconel、Incoloy、哈氏等镍基耐蚀合金的选用正好填补这方面的空白。
c) 奥氏体不锈钢的组织特征、常用的耐蚀评价方法和指标,如铬当量、镍当量、Schaeffler图、Delong图、FN数、PRE点蚀指数、ASTM A262晶间腐蚀试验B法、C法、E法、ASTM G48的A法等,都对分析和应对不锈钢和镍基耐蚀合金各种失效风险至关重要。
5.3.7 不锈钢
5.3.7.1 低碳(含碳量≤0.08%)非稳定化奥氏体不锈钢(如06Cr19Ni10、06Cr17Ni12Mo2)在非固溶状态下(包括固溶后经热加工或焊接)不宜用于可能发生晶间腐蚀的环境,见D.6。
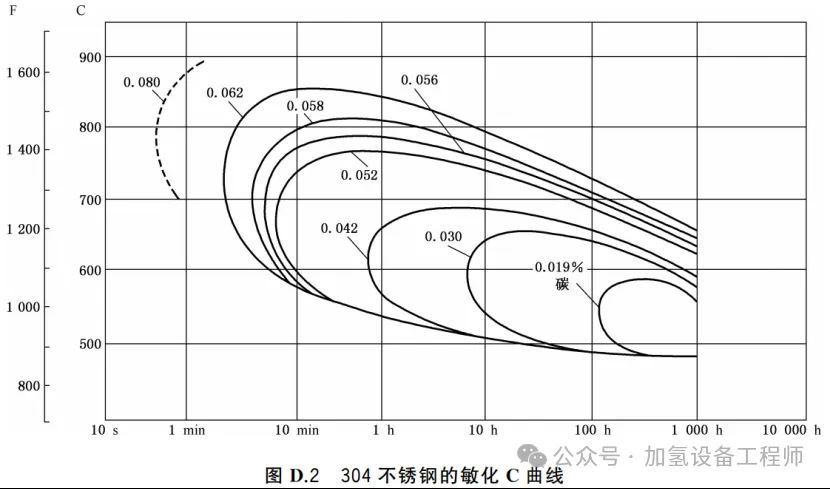
5.3.7.2 超低碳奥氏体不锈钢(含碳量≤0.03%)在425 ℃以上的敏化温度区间内长期使用存在晶间腐蚀倾向,见D.6.2。
D.6.2 晶间腐蚀(IntergranularCorrosion,IGC)
D.6.2.1 晶间腐蚀是奥氏体不锈钢和镍基耐蚀合金在特定有限的几种无机及有机酸中(通常在高于常温的温度下)发生的沿晶界进行的选择性局部腐蚀(属电化学腐蚀)。
D.6.2.2 发生晶间腐蚀的机理一般解释为与不良的热过程导致碳化铬在晶界连续析出而产生的敏化贫铬现象有关。此外,σ相、Chi相、焊接金属中的δ铁素体甚至“端晶”也有可能导致类似晶间腐蚀的选择性局部腐蚀。由于碳在高Ni含量镍基耐蚀合金中的溶解度比低Ni含量的奥氏体不锈钢更低,因此,高Ni含量镍基耐蚀合金由于敏化而产生晶间腐蚀的倾向更大。
D.6.2.3 防止晶间腐蚀的对策如下。
a) 固溶(即将碳化物重新在高温下溶解到奥氏体晶内)后快冷,防止碳化物在敏化区再次析出。
b) 采用超低碳材料(300系列奥氏体不锈钢C含量≤0.030%;镍基耐蚀合金及双相不锈钢、高性能奥氏体不锈钢C含量≤0.020%,甚至0.015%);但超低碳奥氏体合金在敏化区长期停留碳化物仍可析出,见图D.2。
c) 加入Nb、Ti等强烈碳化物元素,优先形成Nb、Ti的碳化物而减少碳化铬在晶界连续析出,或再施以稳定化处理进一步强化稳定化效果。
d) 晶间腐蚀试验是研究奥氏体合金及其制作工艺应对晶间腐蚀倾向的重要方法,但各种晶间腐蚀试验方法与不锈钢用户所面临的腐蚀环境缺乏对应性与可比性。因此,晶间腐蚀试验不可成为用户的选材依据。对于腐蚀环境下使用300系列奥氏体不锈钢而言,超低碳、双牌号或稳定化热处理已成惯例,绝大多数潜在的晶间腐蚀风险已被控制,加上常用的硫酸-硫酸铜法的敏感性不高,因此除极少数的工况外(如尿素、硝酸用途的休氏试验),晶间腐蚀试验在实际工程中很少用作300系列奥氏体不锈钢质量控制要求。
e) 而对镍基耐蚀合金及高Ni的高性能不锈钢,由于产生晶间腐蚀的倾向更大,同时面临更为严苛的腐蚀环境,因此晶间腐蚀试验经常作为质量控制的保证,但要注意试验方法的对应性。双相不锈钢要注意敏化处理的适用性。
5.3.7.3 低碳/超低碳奥氏体不锈钢等双牌号钢,其常温机械性能应满足两个牌号中机械性能的较高值,化学成分应满足超低碳级的要求。使用温度不高于538℃时,许用应力按低碳级选取;使用温度高于538℃时,许用应力按超低碳级选取。
5.3.7.4 根据设计文件要求,奥氏体不锈钢可按GB/T4334进行晶间腐蚀试验,也可按相关标准进行应力腐蚀试验或点腐蚀试验,试验方法、试样状态、抽样比例和合格指标应在设计文件中明确。
5.3.7.5 根据设计文件要求,采用GB/T21833.2的双相不锈钢无缝钢管时,应当进行点腐蚀试验,并且符合GB/T21833.2-2020中表4的规定。
5.3.7.6 采用GB/T21832.2的双相不锈钢焊接钢管时,应符合下列规定:
a) 公称直径大于或等于DN300;
b) 采用双面焊或者内外表面质量相当于双面焊的单面焊;
c) 热处理状态交货;
d) 焊缝和热影响区的铁素体含量在35%~65%范围,不准许有第三相显示;
e) 根据设计文件要求,包括焊缝在内的试板应当进行点蚀试验,并且符合GB/T21833.2-2020中表4的规定。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”