




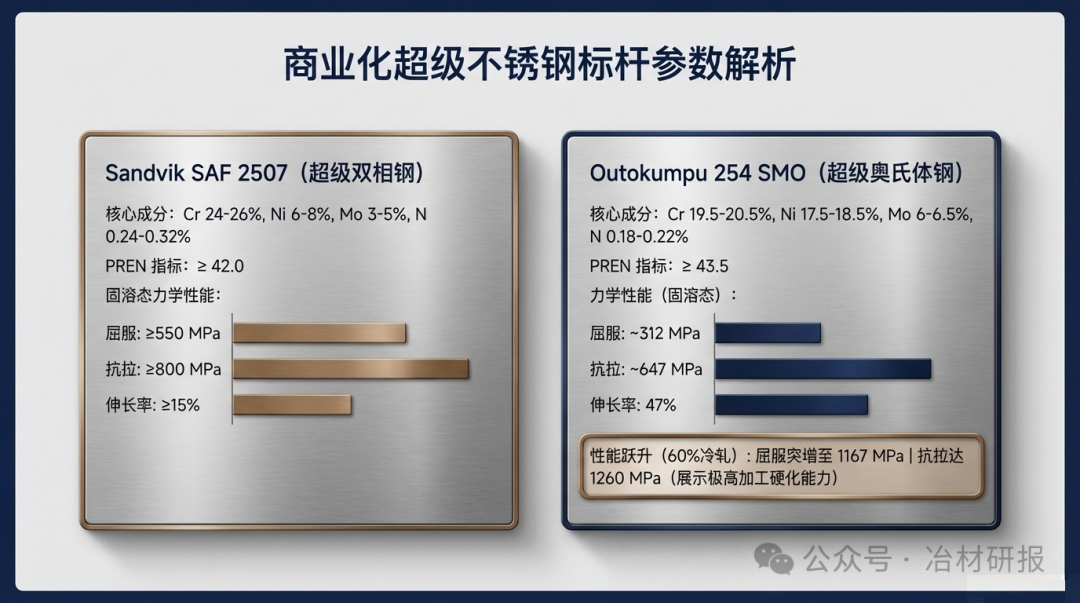
Sandvik SAF 2507 :典型成分 Cr 24.0-26.0%, Ni 6.0-8.0%, Mo 3.0-5.0%, N 0.24-0.32%,其PREN值 ≥ 42.0 。力学性能:固溶态屈服强度 ≥550 MPa,抗拉强度 ≥800 MPa,伸长率 ≥15%。
Outokumpu 254 SMO :典型成分 Cr 19.5-20.5%, Ni 17.5-C18.5%, Mo 6.0-6.5%, N 0.18-0.22%,PREN值 ≥ 43.5 。力学性能:固溶态屈服强度约 312 MPa ,抗拉强度约 647 MPa ,伸长率达 47% ;通过60%冷轧,其屈服强度可大幅提升至 1167 MPa ,抗拉强度达 1260 MPa ,展示了优异的加工硬化能力。
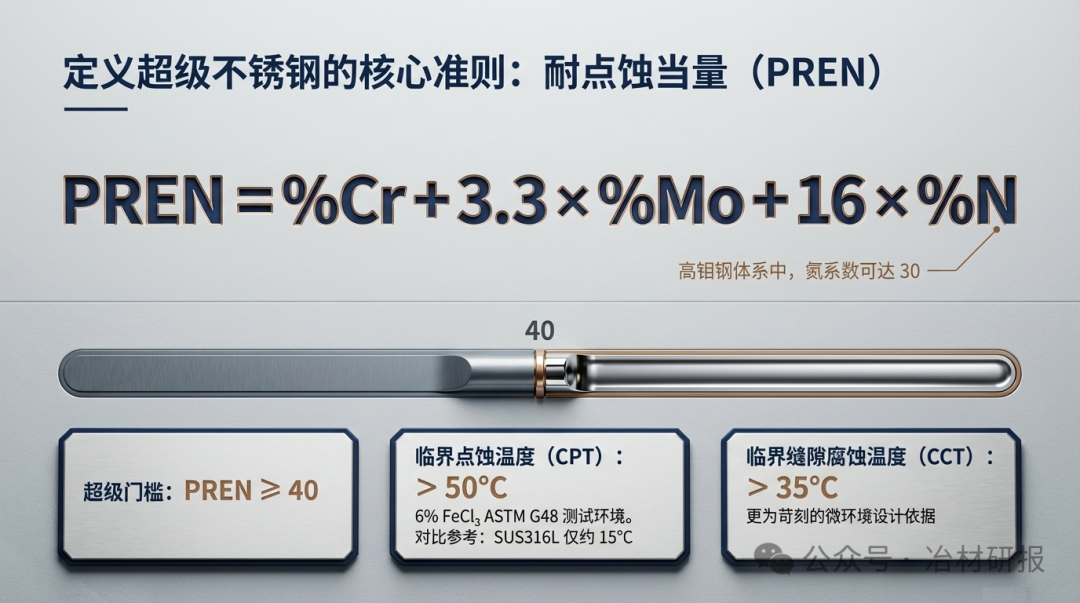
临界点蚀温度 :在6% FeCl₃ (ASTM G48)中测试,CPT随PREN线性升高。例如,SUS316L的CPT约15°C,而超级奥氏体不锈钢的CPT可 > 50°C 。
临界缝隙腐蚀温度 :由于缝隙内更为苛刻的微环境,CCT通常显著低于CPT。同一材料的CCT是更严苛的设计依据,超级双相钢的CCT可达 35°C 以上。
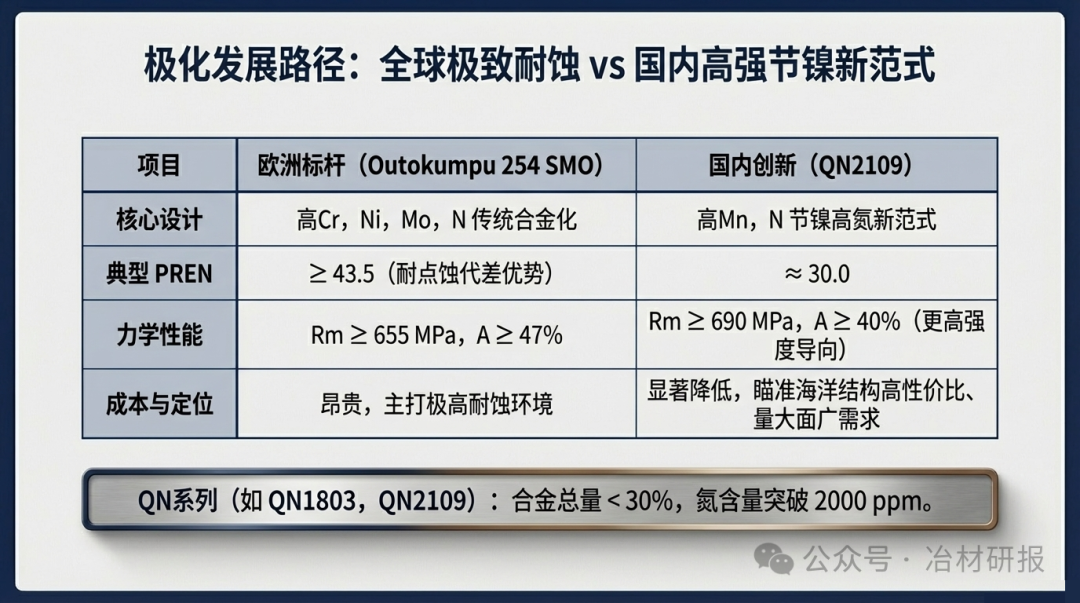
欧洲(技术引领与商业化标杆) :以瑞典Sandvik SAF 2507和芬兰Outokumpu 254 SMO为代表,建立了从高纯净冶炼、窄窗口热加工到严格热处理的全流程质量控制体系,产品性能稳定,数据库完备,是全球海洋高端装备的默认选材之一。
国内(自主创新与性价比路线) :在跟进超级不锈钢的同时,开创了 “节镍高氮锰” 的合金设计新范式。例如,开发的QN系列奥氏体不锈钢(如QN1803, QN2109),通过高Mn、高N实现奥氏体稳定化和强化,在合金总量(Cr+Ni+Mn+Cu+Mo) < 30%的条件下,将氮含量提升至2000 ppm以上,PREN值达18.5-32.0,实现了高强度、良好耐蚀性与低成本的有效平衡。
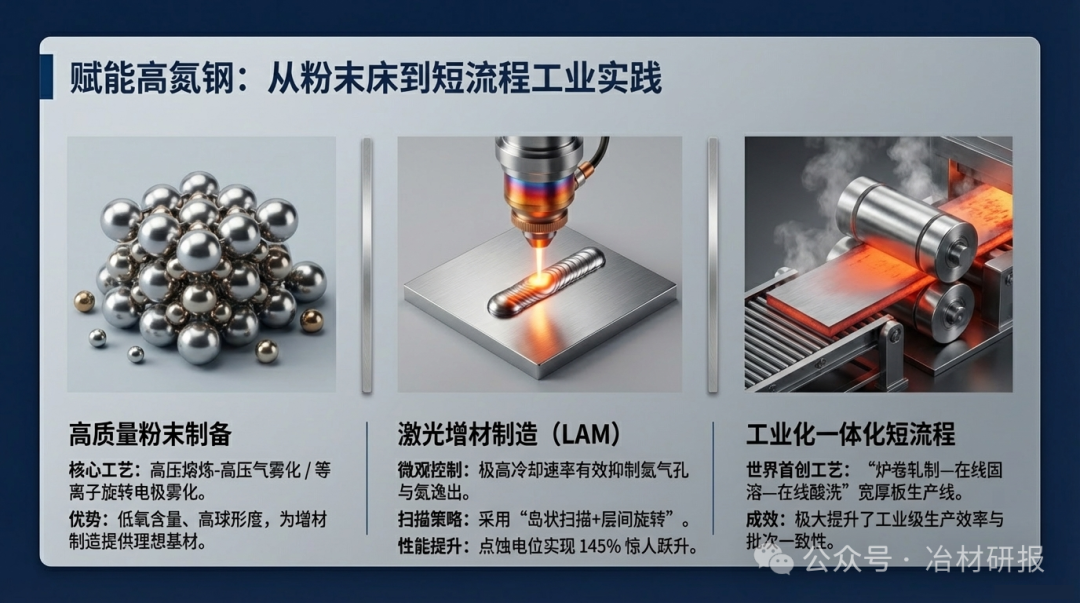
粉末制备技术 : 高压熔炼-高压气雾化法和等离子旋转电极雾化是制备高质量球形高氮不锈钢粉末的主流工艺,粉末氧含量低、粒度可控,是增材制造的理想原料。
增材制造技术 : 激光粉末床熔融 等增材制造技术的高冷却速率能有效抑制氮气孔和氮逸出,获得细小均匀的组织。研究表明,通过优化扫描策略(如“岛状扫描+层间旋转”),增材制造的高氮不锈钢其点蚀电位最高可提升145%,实现了组织细化和耐蚀性的大幅跃升。
短流程一体化工业实践 :国内已实现世界首创的 “炉卷轧制—在线固溶—在线酸洗”一体化短流程工艺,用于生产宽厚板,大幅提升了高氮不锈钢的工业化生产效率和一致性。
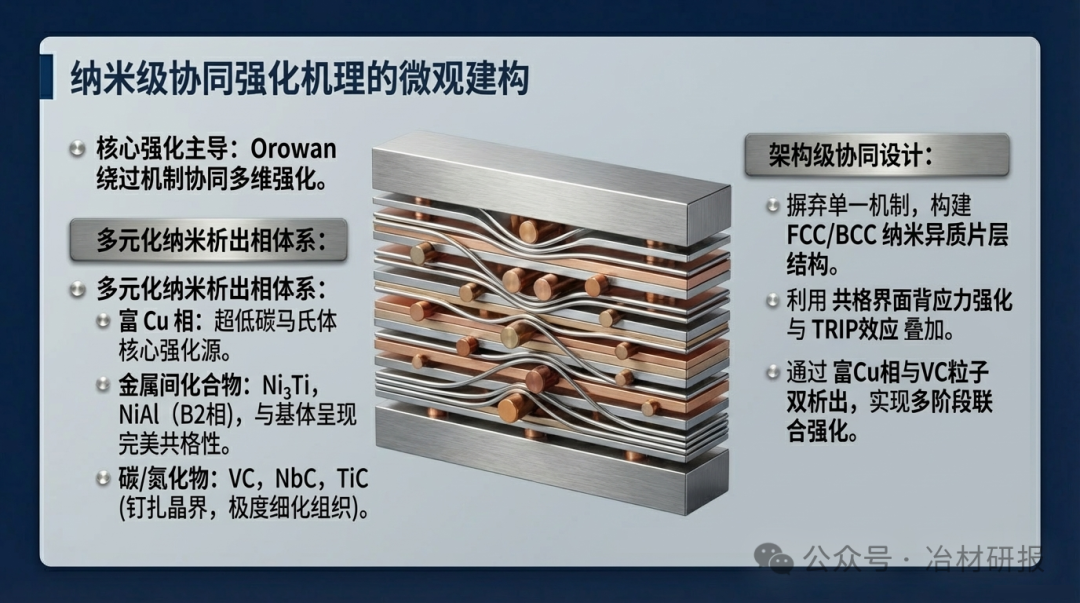
富Cu相 :在超低碳马氏体或超高强度不锈钢中析出,是重要的强化源。
金属间化合物 :如马氏体时效不锈钢中的 Ni₃Ti、NiAl (B2相) ,其与基体共格性极佳。
碳/氮化物 : VC、NbC、TiC 等,用于钉扎晶界、细化组织。
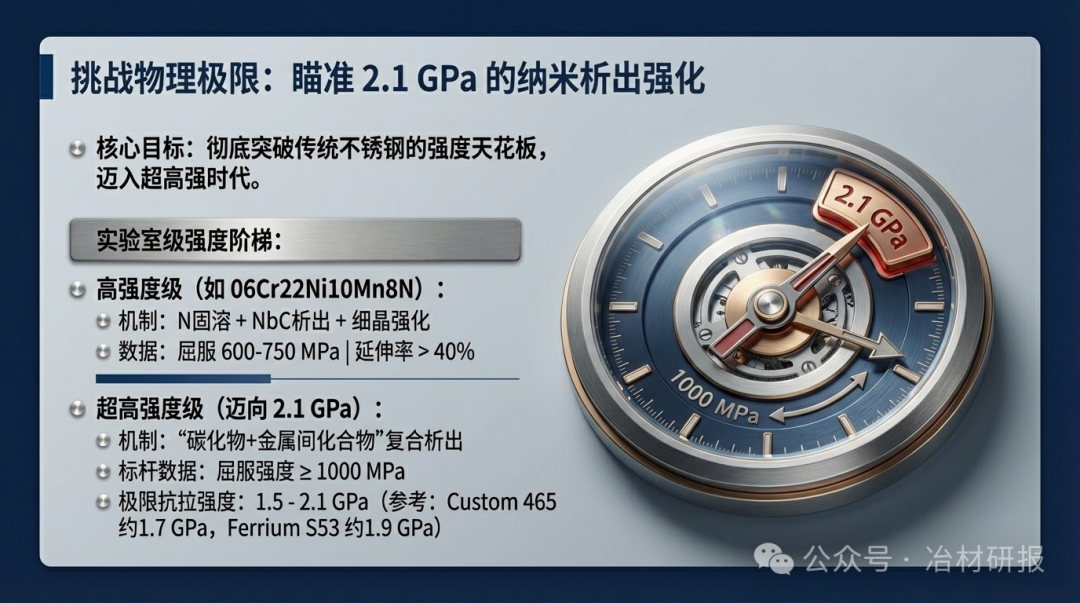
高强度级 :如 06Cr22Ni10Mn8N ,通过N固溶+NbC析出+细晶强化,屈服强度达600-750MPa ,延伸率>40%。
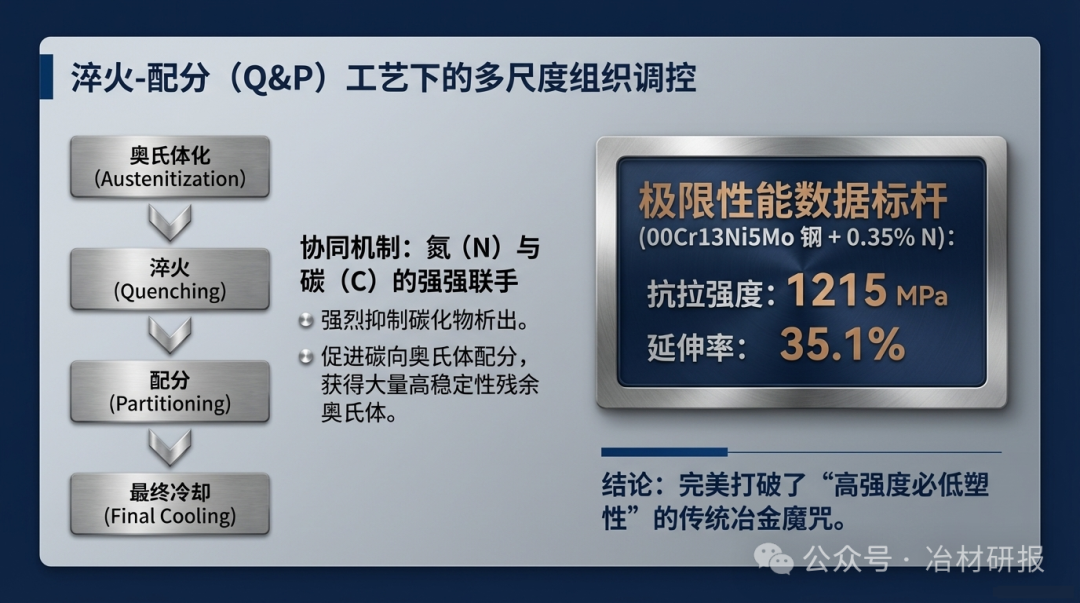
超高强度级 :瞄准屈服强度≥1000 MPa ,抗拉强度 1.5-2.1GPa。例如,采用“碳化物+金属间化合物”复合析出的 2.1GPa级不锈钢 ;Custom 465(Ni₃Ti强化)抗拉强度约1.7GPa;Ferrium S53(含M₂C)约1.9GPa。
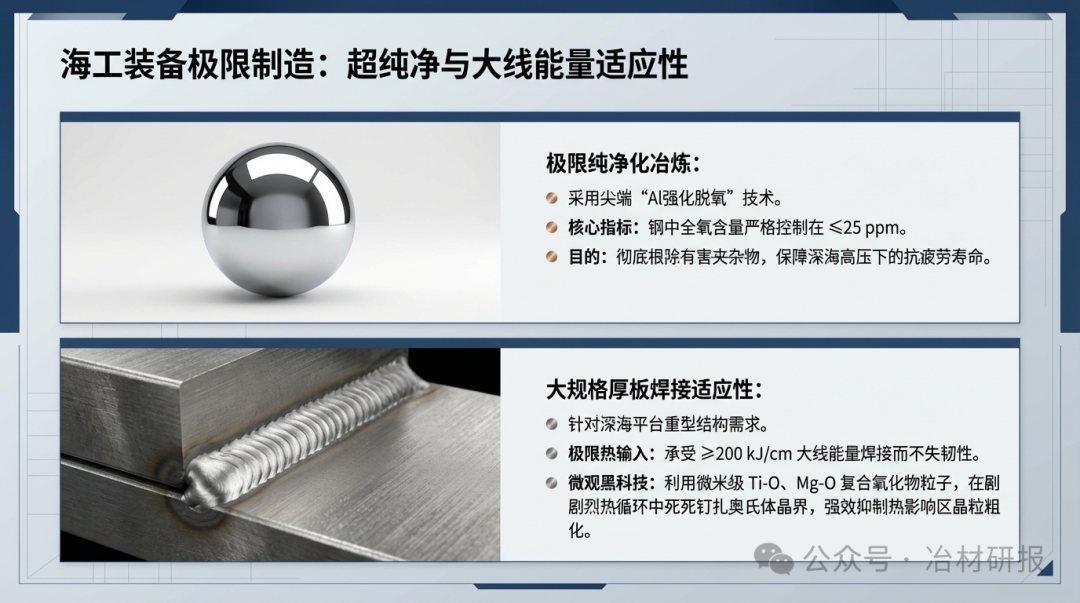
超纯净冶炼 :采用“Al强化脱氧”等技术,将钢中全氧含量控制在 ≤25 ppm乃至更低,大幅减少有害夹杂物。
大线能量焊接适应性 :针对海洋平台等厚板结构,开发了适用于≥200 kJ/cm 大线能量焊接的钢种。其关键技术在于利用 Ti-O、Mg-O等复合氧化物粒子,在焊接热循环中钉扎奥氏体晶界,抑制热影响区晶粒粗化,保证接头韧性。
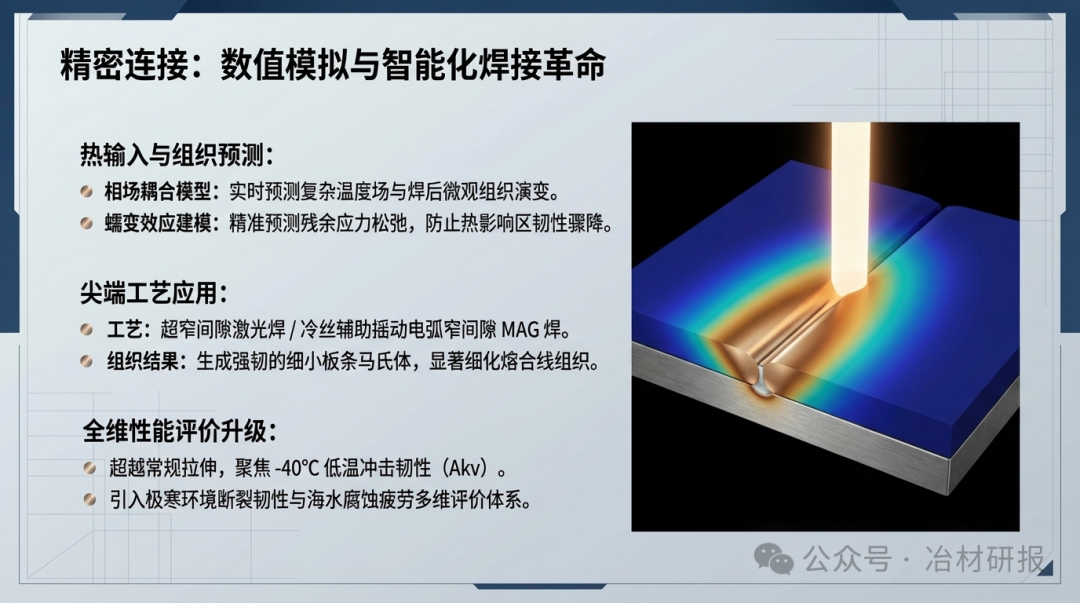
热输入与组织预测 :数值模拟与相场耦合模型广泛应用于预测不同焊接热输入下的温度场和焊后组织。研究表明,热输入过高会导致热影响区粗晶和韧性骤降,必须精细控制。
先进焊接方法 : 超窄间隙激光焊、冷丝辅助旋转/摇动电弧窄间隙MAG焊 等新工艺,因热输入小、效率高,可获得以细小板条马氏体为主的焊缝,接头强度高,并显著细化熔合线组织,提升该薄弱区冲击韧性。
性能评价深化 :评价指标从常规拉伸扩展至 低温冲击韧性(如-40℃ Akv) 、 扩孔率 (针对汽车用钢成形性),以及特定环境性能(如海水腐蚀疲劳、辐照后力学行为)。焊后热处理工艺的数值模拟也纳入了蠕变效应,以更准确地预测残余应力松弛。
计算材料学驱动设计 :利用人工智能与多尺度计算,加速新型高性能不锈钢的成分与工艺研发。
增材制造与结构功能一体化 :通过激光增材制造等技术,实现复杂构件“设计-材料-制造”一体化,并赋予其梯度功能、自监测等特性。
绿色低碳制备 :发展电炉短流程、氢冶金等低碳排工艺,并推广QN系列等资源节约型钢种。

免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”