



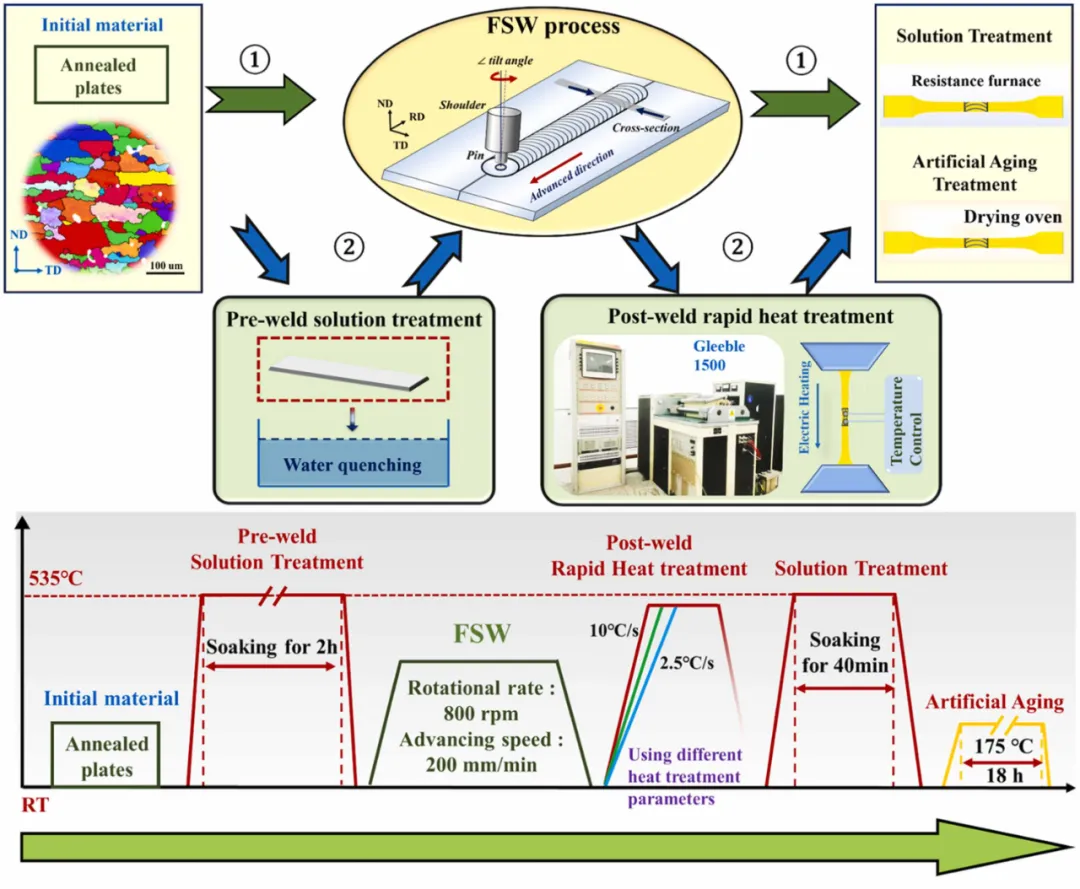
部分内容解读 01 展示了2219铝合金完整的实验工艺流程示意图,清晰描绘了从初始状态(完全退火或焊前固溶处理)开始,经历搅拌摩擦焊(FSW),然后进行焊后快速热处理(PWRHT),最后进行标准T6热处理(固溶处理ST和人工时效AAT)的步骤顺序,是理解整个研究实验设计的核心框架图。 02 (a)部分说明了准原位EBSD实验的关键方法:样品在EBSD扫描后置于热模拟试验机(Gleeble1500)中进行热处理(加热、保温、冷却),整个过程在真空环境下进行以防止氧化,实现同一位置热处理前后的微观组织动态观测;(b)部分则清晰标注了在FSW焊缝横截面上进行表征的四个关键位置(Pos A, B, C, D)及其代表的区域(焊核区NZ顶部和核心、前进侧和后退侧热机械影响区TMAZ),为后续微观分析提供了空间定位基准。 03 通过反极图(IPF)、晶粒尺寸分布、几何必须位错(GND)密度图及其分布,对比了由退火态板材和焊前固溶态板材焊接得到的FSW焊缝在焊核区不同位置(Pos A顶部, Pos B核心)的微观组织差异。结果显示焊前固溶态焊缝的晶粒更粗大、位错密度更高且分布更均匀,这归因于固溶处理导致Al2Cu相溶解,减少了焊接过程中再结晶形核点和晶界钉扎力,同时材料流变应力升高导致焊接热输入增加。 04 重点对比了退火态与焊前固溶态板材FSW焊缝在焊核区不同位置(Pos A顶部, Pos B核心)的第二相粒子分布。定量分析表明,退火态焊缝粒子体积分数更高、平均尺寸更大;而焊前固溶态焊缝粒子含量显著降低,且由于焊接热循环不同,粒子分布特征(如顶部因温度高在退火态中溶解更多导致含量更低,在固溶态中则因沉淀时间长含量更高)也存在差异。 05 聚焦于热机械影响区(TMAZ)前进侧(Pos C),通过IPF图、晶粒取向差(GOS)图、第二相粒子分布及尺寸,对比了退火态与焊前固溶态板材焊接后该区域的微观结构。结果显示焊前固溶处理使母材晶粒更等轴化,焊缝中细晶等轴NZ与拉长晶粒TMAZ间的界面更清晰;更重要的是,焊前固溶态焊缝TMAZ中高GOS值(高微观应变)的区域宽度显著减小,且该区域的第二相粒子含量和平均尺寸也较低。 06 系统研究了焊前固溶态板材焊缝在焊后快速热处理(PWRHT) 过程中,不同加热温度(485°C, 510°C, 535°C) 和不同保温时间(0s至2min) 下焊缝整体的晶粒形貌演变。关键发现是:低温(485°C)热处理导致AGG始于NZ顶部/底部并逐渐扩展;中温(510°C)下AGG更剧烈且扩展到整个NZ和TMAZ;而高温(535°C)下,即使短时保温,晶粒长大相对均匀,AGG得到有效抑制,NZ平均晶粒尺寸反而较小。 07 考察了在固定温度(535°C)和保温时间(10s) 下,不同加热速率(2.5°C/s, 5°C/s, 10°C/s) 对焊前固溶态板材焊缝PWRHT后晶粒分布的影响。结果清晰地表明,提高加热速率能显著减小NZ和TMAZ的平均晶粒尺寸,抑制AGG效果更好。加热速率过慢(2.5°C/s)会导致晶粒过度长大。 08 对比了三种不同工艺路径(退火态板材直接ST;退火态板材焊后RHT+ST;焊前固溶态板材焊后RHT+ST)的焊缝在经历最终固溶处理(ST) 后的晶粒分布和平均晶粒尺寸。直观地证明了PWST+PWRHT组合工艺的卓越效果:相较于退火态直接ST焊缝中毫米级的异常大晶粒(NZ 212.6μm, TMAZ 467.4μm),采用新工艺的焊缝晶粒显著细化且均匀(NZ 54.7μm, TMAZ 133.9μm),母材晶粒尺寸则基本不受影响,各区域晶粒尺寸差异最小化。 09 展示了不同热处理状态下(焊态、ST态、T6态)焊缝沿厚度中心线的显微硬度分布曲线。焊态下焊前固溶态焊缝硬度低于基材;ST后所有区域硬度因形成过饱和固溶体而显著提升(~80HV)且分布均匀,新工艺处理的焊缝硬度略高;T6时效后硬度进一步大幅提升至~135HV,分布趋势与ST态一致。 10 提供了经过ST处理和完整T6处理的焊接接头(TWB)的拉伸应力-应变曲线。定量数据有力支撑了新工艺的力学性能优势:ST态下,新工艺使接头强度从318MPa提升至336MPa,最大均匀延伸率从17.5%提升至23.5%;T6态下,强度从400MPa提升至427MPa,最大均匀延伸率从8.0%显著提升至14.0%。 11 通过扫描电镜(SEM)观察了ST态和T6态下不同工艺处理的拉伸试样的断口形貌。ST态断口呈均匀韧窝,为韧性断裂;T6态断口则出现大量沿晶断裂特征,转变为混合断裂机制。未经新工艺处理的T6试样因焊缝晶粒粗大,沿晶断裂比例更高,对应其更低的延伸率。 12 利用准原位EBSD 详细展示了焊前固溶态板材焊缝焊核区NZ内两个位置(Pos A顶部, Pos B核心)在PWRHT过程中(535°C下保温0s和5s)的晶粒分布和尺寸演变。揭示了Pos A以AGG为主且异常晶粒尺寸优势更大(4.5倍),而Pos B则存在NGG和AGG两种模式且异常晶粒尺寸优势较小(2.4倍),表明NZ内不同位置AGG行为存在差异。 13 结合图12,通过晶粒取向差(GOS)图 进一步分析了NZ内Pos A和Pos B在PWRHT过程中(焊态、535°C-0s、535°C-5s)的微观应变分布。结果表明Pos A的平均GOS值更高(微观应变更大),这与该位置AGG更剧烈、异常晶粒尺寸更大相关。同时展示了初始大尺寸晶粒和演化出的异常晶粒的GOS特征。 14 上图是NZ区域在PWRHT过程中微观组织演变的示意图。对比了退火态和焊前固溶态板材焊缝的关键差异:退火态焊缝粒子钉扎强(Z值高),晶粒长大慢且后期易发生AGG导致组织不均匀;焊前固溶态焊缝粒子钉扎弱(Z值低),晶粒快速均匀长大(NGG),形成细小均匀组织,有效抑制AGG。 15 利用准原位EBSD 追踪了焊前固溶态板材焊缝热机械影响区(TMAZ)前进侧(Pos C) 在PWRHT过程中(535°C下保温0s, 2s, 5s, 10s)的晶粒演化过程(IPF图, GOS图)及特定异常晶粒的生长。清晰显示异常晶粒起源于NZ/TMAZ界面的无应变晶粒或TMAZ内再结晶晶粒,并通过应变诱导晶界迁移(SIBM)向TMAZ内高应变区扩展长大。 16 通过数字图像相关(DIC) 技术,展示了不同工艺处理的ST态焊接接头在单轴拉伸过程中不同塑性应变水平下的宏观应变场分布云图、特定路径上的主应变分布曲线以及应变不均匀度(λ)随应变的变化。定量证明新工艺(PWST+PWRHT)显著提高了接头变形的均匀性,降低了应变局部化程度(尤其在TMAZ),推迟了颈缩发生。 17 展示了经过16%塑性变形的ST态焊接接头中,不同区域(NZ, TMAZ, BM)的反极图(IPF) 和核平均取向差(KAM)图。KAM值反映微观应变水平。对比可见,未经新工艺处理的接头,其粗晶TMAZ区域的KAM值最高(应变最集中);而经新工艺细化焊缝晶粒后,TMAZ的KAM值显著降低,各区域微观应变分布更均匀,印证了图16的宏观结果。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

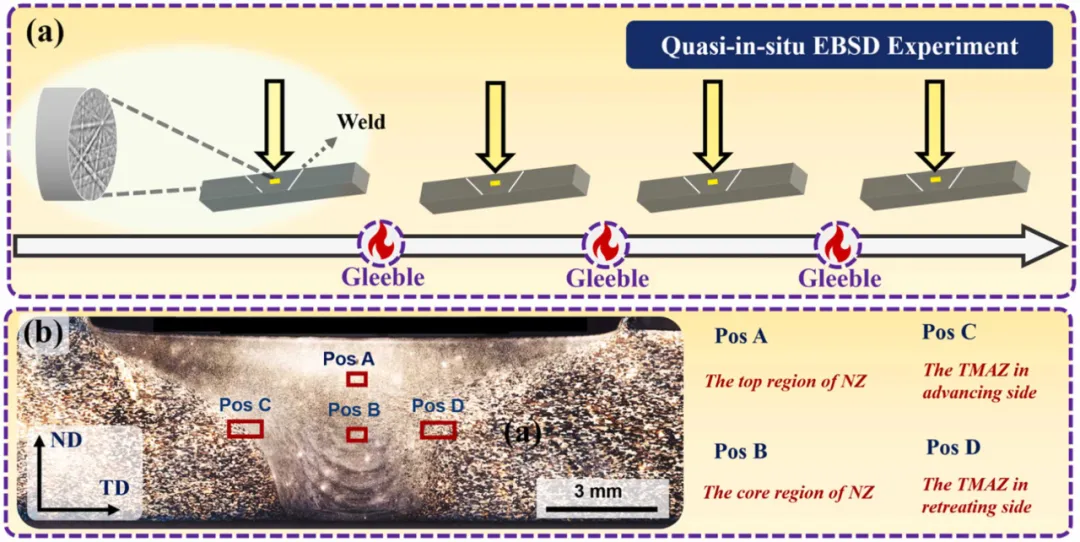
官方微信
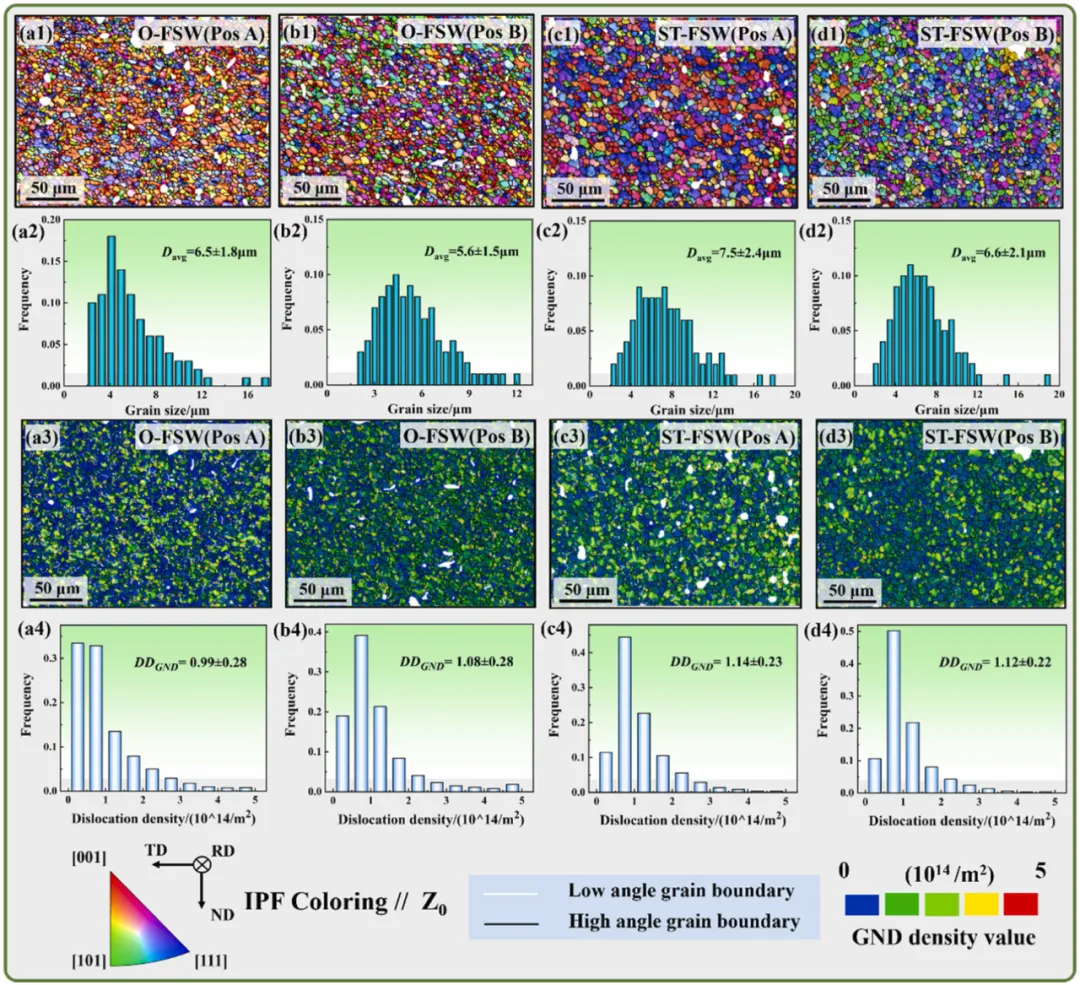
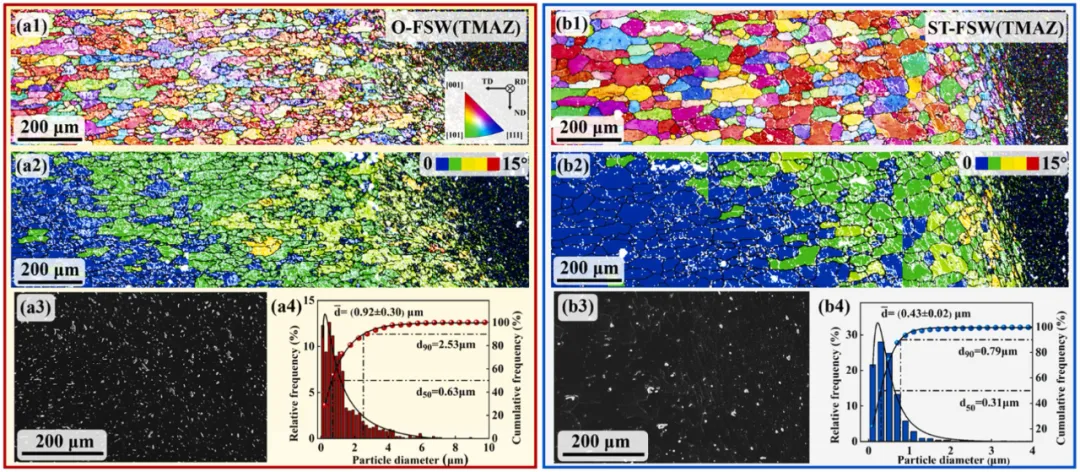
《腐蚀与防护网电子期刊》征订启事
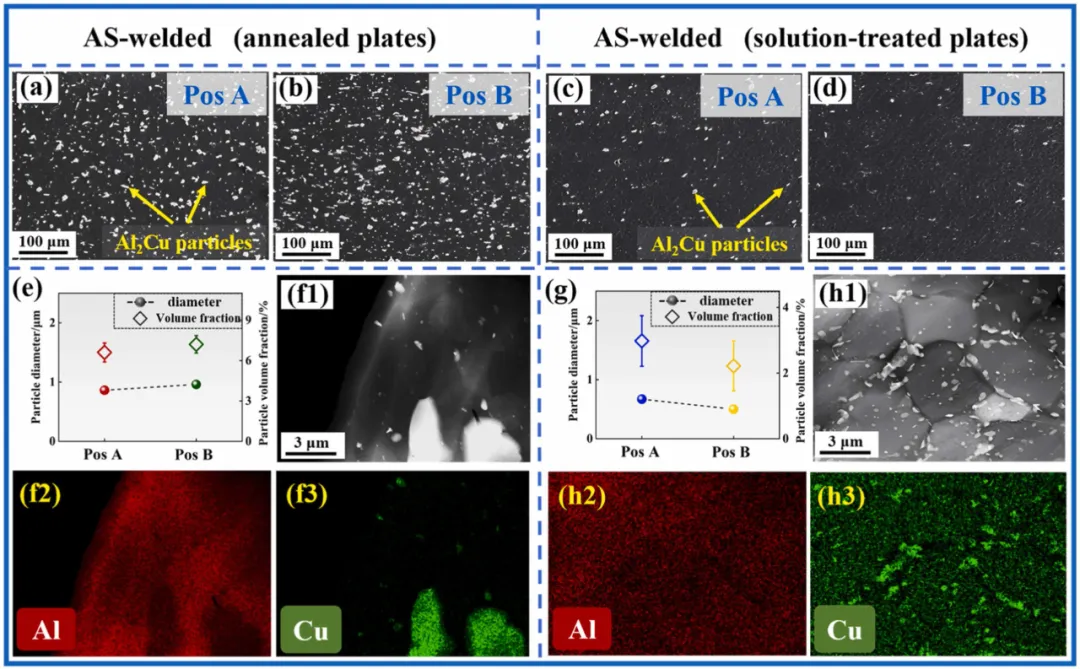
- 投稿联系:编辑部
- 电话:010-62316606
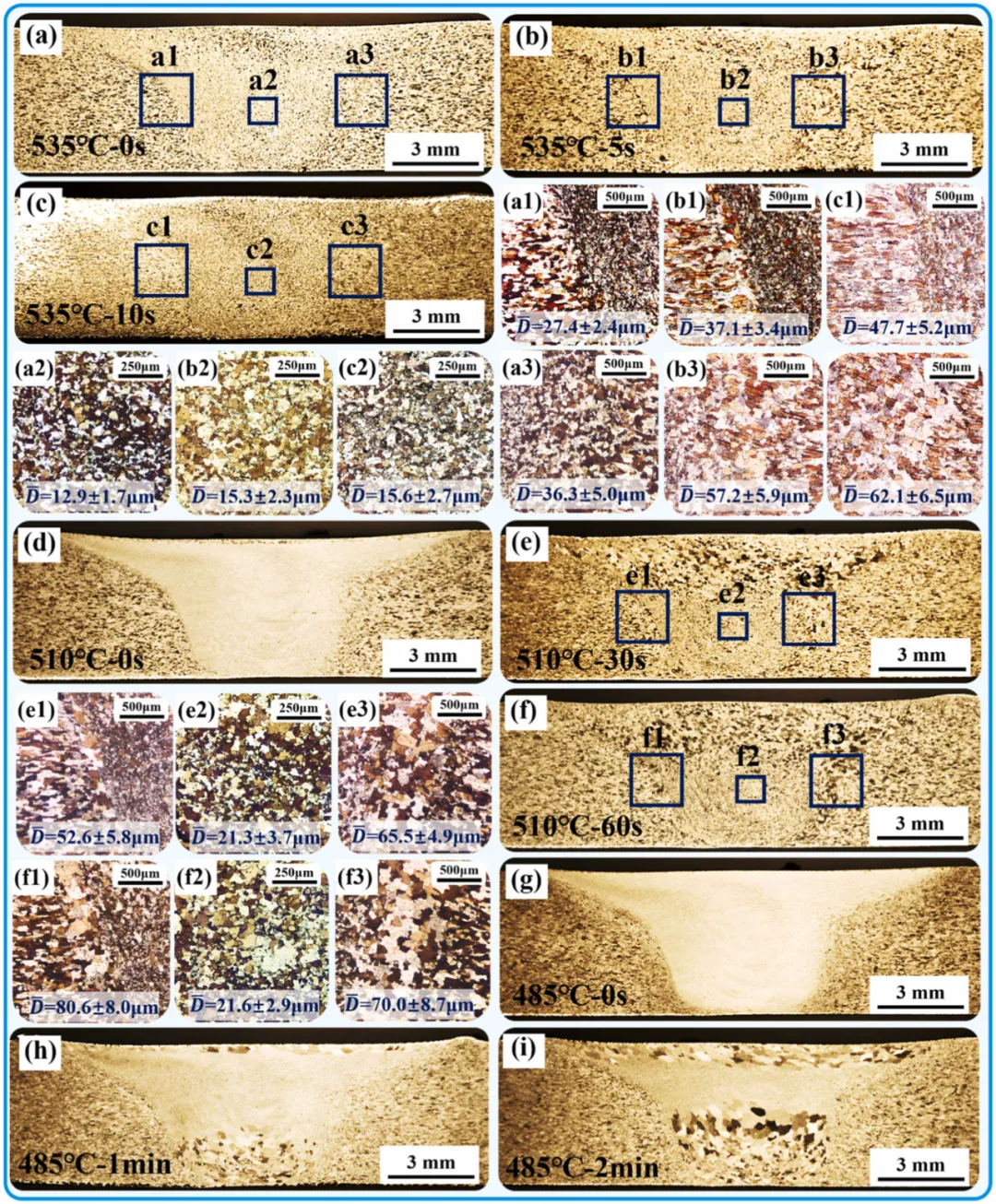
- 邮箱:fsfhzy666@163.com
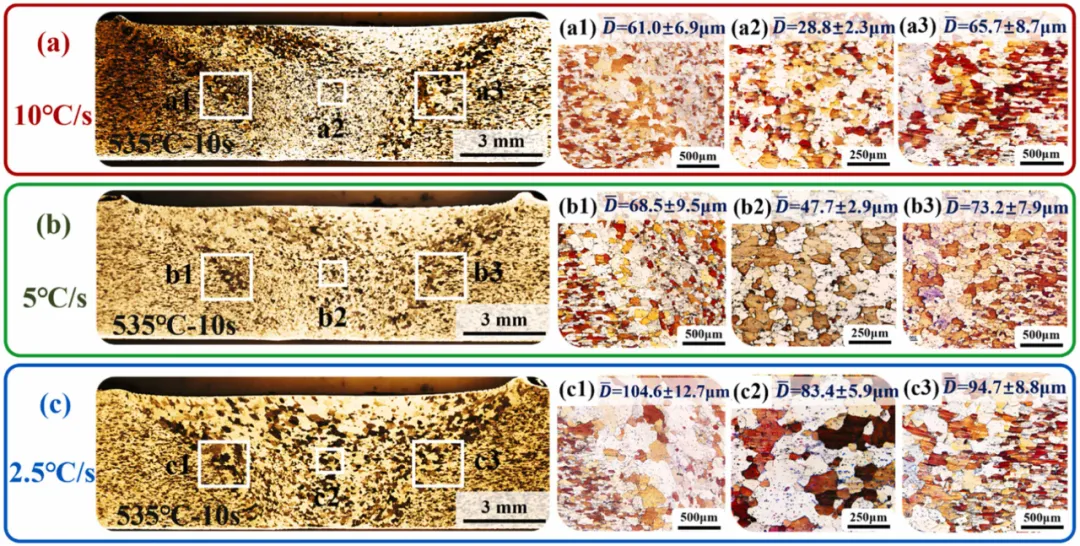
- 腐蚀与防护网官方QQ群:140808415

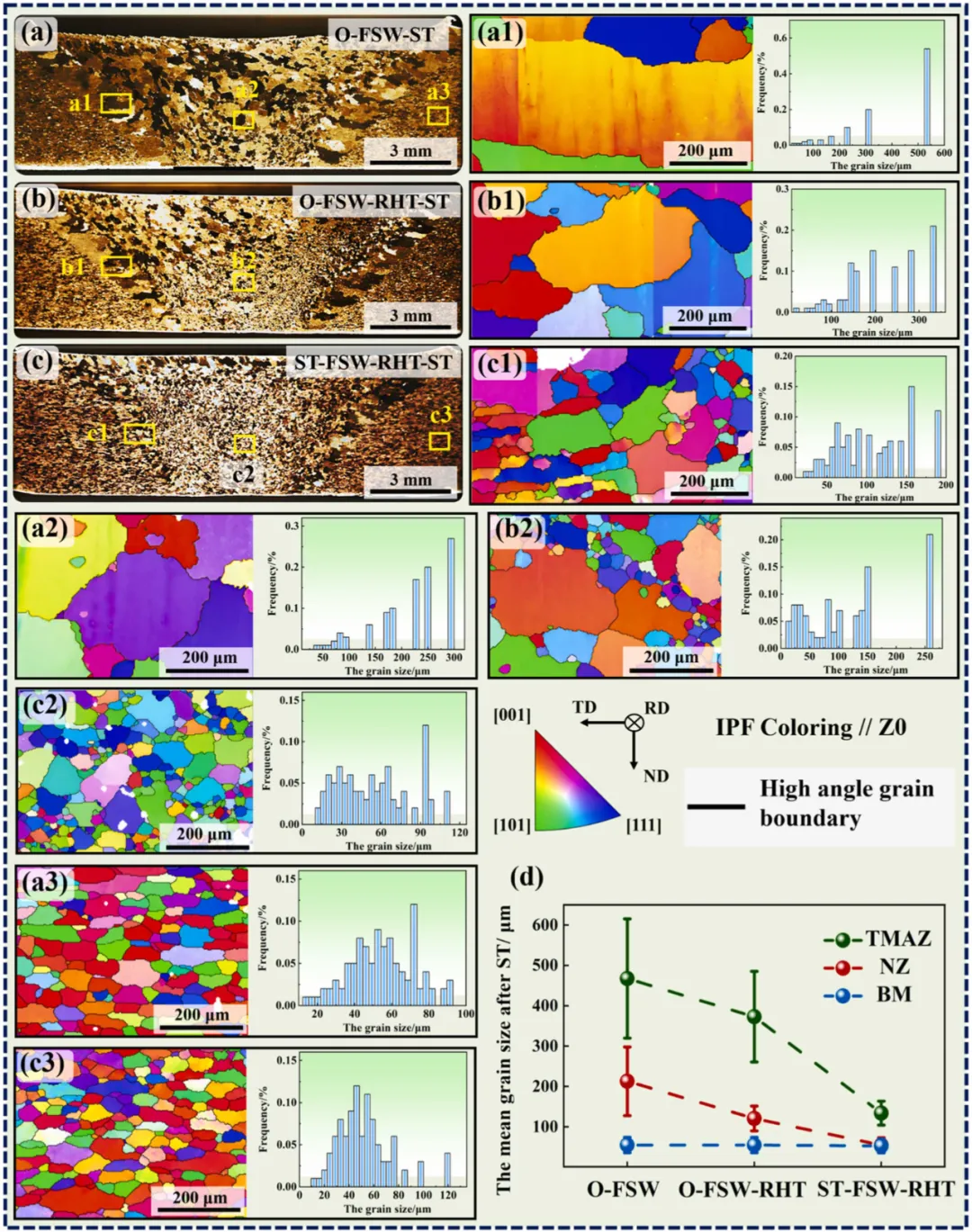
“海洋金属”——钛合金在舰船的

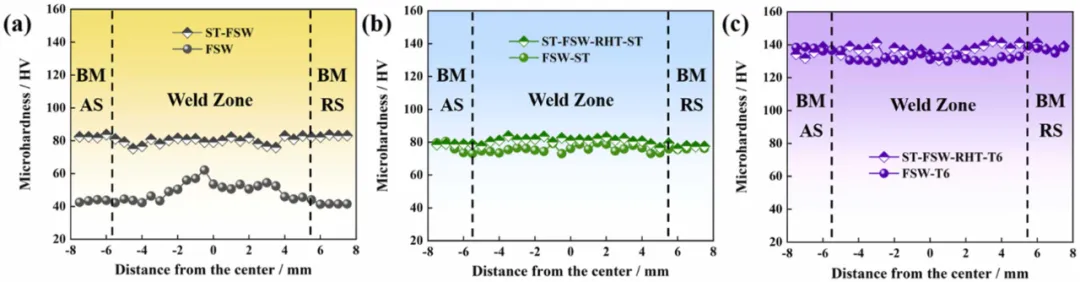
腐蚀与“海上丝绸之路”