



当一枚商业火箭拔地而起,将卫星精准送入预定轨道时,这枚凝聚着现代工业顶尖智慧的"科技之箭",实则是一座由数千个部件、数百种特种材料与极限制造工艺构建的"太空金字塔"。与国家队重型运载火箭追求极致性能不同,商业火箭在"可靠、便宜、快"的铁律下,对材料与供应链提出了更严苛的系统性挑战:既要承受液氧甲烷-183℃的深冷与燃烧室3000℃的炙热"冰火两重天",又要实现结构减重30%以上的"斤斤计较";既需满足单次发射成本下降一个数量级的"经济账",更要为可重复使用储备100次热循环的"长寿命运算"。
这背后,是一条从高温合金母合金熔炼、T800碳纤维纺丝,到铌合金薄壁成型、铜铬铌3D打印的"极限制造"供应链。每一个环节都筑起双重认证、十年周期、零缺陷管控的高壁垒,将95%的潜在竞争者挡在门外。当前,随着液氧甲烷发动机成为主流、3D打印重构制造逻辑、可回收技术倒逼材料升级,商业火箭产业正经历从"性能优先"到"经济性主导"的范式革命。本文将全景拆解火箭的"骨骼、心脏、血管",深度剖析支撑这场太空运输革命的特种材料体系、精密制造工艺与强绑定供应链生态,探寻中国商业航天从"跟跑"到"并跑"的核心密码。
一、商业火箭核心组成与价值分布
1.1 三大主系统构成运载火箭骨架
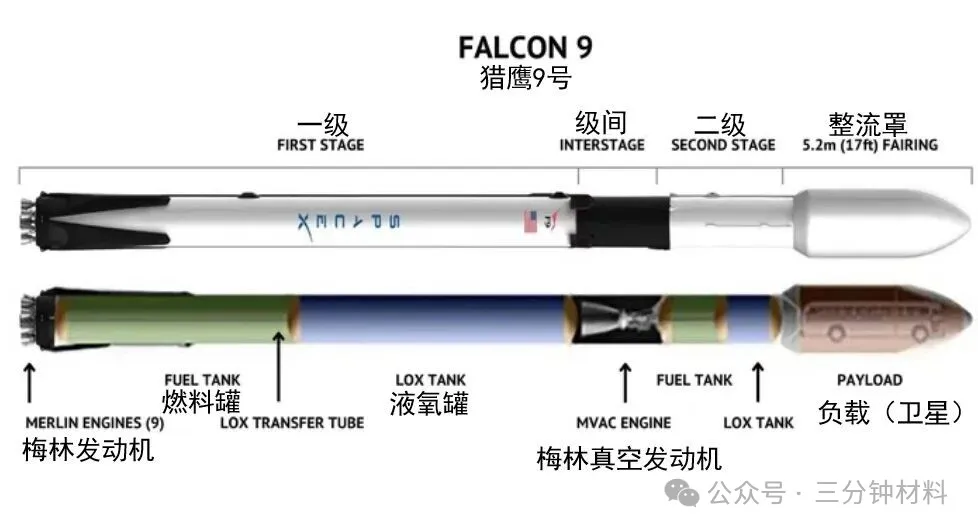
根据产业链研究,运载火箭主要由结构系统、推进系统、控制系统三大主系统构成,类比汽车核心部件更易理解:
-
结构系统(箭体):相当于"车身+油箱",包括整流罩、贮箱、级间段、尾段
-
推进系统:相当于"发动机+油路",含发动机、涡轮泵、阀门、管路
-
控制系统:相当于"行车电脑+传感器",含导航制导、遥测、飞行测量与安全系统
辅助系统则像"车载网络",负责数据传输、安全监测与精准瞄准。
1.2 箭体结构价值量拆解
箭体结构是火箭各受力和支撑结构件的总称,液体火箭尤为复杂:
贮箱
整流罩
级间段/尾段
典型尺寸:商业火箭贮箱直径从2.25米(力箭一号)到4.2米(天龙三号),向大型化发展。
1.3 推进系统:发动机的"心脏"
推进系统直接决定火箭运力,价值量占比高达20%-40%:
液体发动机是当前主流,SpaceX梅林发动机和蓝箭朱雀二号液氧甲烷发动机均为典型代表。其核心部件包括:
-
推力室:燃烧推进剂产生推力
-
涡轮泵:高压输送推进剂,单台价值800-1500万元
-
喷管:燃气膨胀加速
-
阀门与管路:精确控制流体
固体发动机结构简单、可靠性高,但推力不可调、难以复用,适用于快速组网。

图 2 液体火箭发动机
二、关键材料体系与极端性能要求
商业火箭材料需在 轻量化、耐极端环境、高可靠性 间取得平衡,按应用场景可分为四大体系:
2.1 箭体结构材料:轻量化是王道
碳纤维复合材料已成为整流罩和卫星支架首选,占比提升至65%:
-
材料规格:T700/T800级碳纤维,比强度>2500 MPa·cm³/g
-
应用效果:结构减重30-40%,直接提升运载能力
-
核心供应商:中简科技(军用唯一供应商转民用)、中航高科(预浸料龙头)
铝合金仍是箭体框架主力:
-
主流牌号:2000系(Al-Cu)和7000系(Al-Zn),含铜3-5%、锌5-7%
-
代表企业:明泰铝业(AS9100D认证)、亚太科技(同步布局航空航天)
钛合金用于高温高压节点:
-
应用部位:发动机壳体、舵轴、高压气瓶
-
价值占比:5%-15%,虽用量少但因材料贵、加工难不容忽视
-
代表企业:宝钛股份(板管锻件)、西部超导(高端紧固件)、西部材料(铌合金燃烧室)
2.2 发动机热端材料:冰火两重天的极限挑战
涡轮泵和推力室面临 -183℃(液氧)→3000℃(燃烧) 的极端温变,材料要求最为苛刻:
(1)推力室内壁材料
-
工况:直接承受3000℃燃气冲刷,需导热>350 W/m·K快速散热
-
材料:铜铬铌(CuCrNb)合金替代传统铜铬锆
-
技术壁垒:0.8-2mm薄壁件,精度±0.1mm
-
供应商:斯瑞新材(国内唯一量产,配套蓝箭等80%以上项目)
(2)涡轮盘/叶片材料
-
工况:-183℃→800℃,50000rpm高速旋转
-
材料:高温合金GH4169(镍基)
-
性能:抗蠕变、抗疲劳,决定发动机寿命
-
供应商:上大股份、钢研高纳、航宇科技
(3)燃烧室/喷管材料
-
工况:1600-2000℃高温,需抗热震
-
材料:铌合金C103(SpaceX使用)、碳/碳复合材料
-
供应商:西部材料(SpaceX大陆唯一供应商)、博云新材
2.3 材料性能要求汇总
比强度
耐温性
深冷韧性
抗疲劳
零缺陷
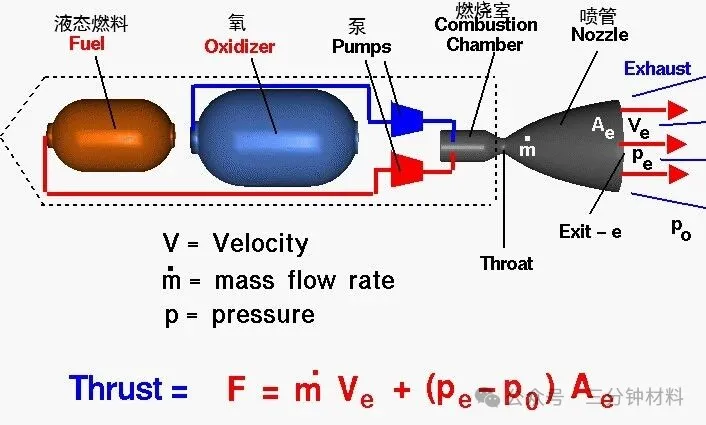
图 3 发动机结构示意图
三、制造特点:极限工艺与零缺陷文化
3.1 精密成型工艺
锻造:发动机机匣、涡轮盘核心工艺
-
代表企业:派克新材(力箭一号锻件)、航宇科技(朱雀三号环锻件)
-
精度:辗环尺寸公差±0.5mm,壁厚均匀性控制难度极大
3D打印(增材制造):复杂结构件革命性工艺
-
优势:推力室一体化成型,减少焊缝70%,周期从3个月缩至2周
-
代表企业:铂力特(涡轮泵壳体)、斯瑞新材(推力室组件)
-
渗透率:2025年涡轮泵壳体3D打印比例达40%
复合材料成型:预浸料铺层+热压罐固化
-
工艺:自动化铺丝(AFP)提升效率,降本30%
-
应用:整流罩、卫星支架、栅格舵
3.2 零缺陷质量控制
航天级产品要求 "零缺陷、零冗余、零故障" :
-
材料认证:每批次材料需同步提供3份以上理化性能报告,指标偏差<2%
-
过程控制:关键工序100%在线检测,非关键工序抽样率>30%
-
试验验证:涡轮泵需完成地面热试车>10次,累计时长>5000秒
-
全生命周期追溯:每颗螺钉、每片叶片都有唯一编号,可追溯至原材料炉批号
3.3 长周期强绑定供应链
认证周期:从材料研发到批产供货需5-8年:
-
材料研发与试制验证:2-3年
-
地面试车与飞行试验:2-3年
-
批产定型与持续交付:长期绑定
客户粘性:一旦型号定型,供应商不可替代。如国机精工在航天轴承领域市占率>90%,斯瑞新材在铜铬铌材料市占率>80%,形成事实上的"隐形垄断"。
四、发展趋势:从"一次性"到"可复用"的产业革命
4.1 可回收技术倒逼材料升级
可回收火箭是商业航天降本的核心路径,对材料提出全新要求:
-
热疲劳寿命:从单次使用提升至>100次循环,材料抗热震性能成关键
-
损伤容限:允许微裂纹扩展但不断裂,需建立新的疲劳寿命评估模型
-
快速检测:每次回收后24小时内完成无损检测,材料可追溯性要求更高
材料迭代方向:
-
推力室内壁:铜铬锆→铜铬铌(软化温度提升20%)
-
燃烧室:镍基高温合金→铌合金C103(耐温1600℃)
-
结构件:铝合金→碳纤维复材(减重30%)
4.2 液氧甲烷发动机成为主流
相比液氧煤油,液氧甲烷发动机更适合可回收:
-
积碳少:燃烧清洁,复用维护成本降低50%
-
成本低:甲烷价格仅为煤油的1/3
-
冷却性好:比热容高,再生冷却效率更高
2025年,蓝箭朱雀二号、九州云箭龙云、深蓝雷霆等液氧甲烷发动机均完成飞行验证,带动铜铬铌、铌合金、不锈钢等材料需求激增。
4.3 3D打印重构制造逻辑
金属增材制造从"可选工艺"变为"必选工艺":
-
设计自由度:实现内流道、点阵结构等复杂构型,性能提升20-30%
-
供应链缩短:零件数量减少70%,装配时间缩短90%
-
成本下降:小批量生产成本降30%,模具费用归零
铂力特、斯瑞新材等企业已建成航天专用3D打印车间,服务蓝箭、星际荣耀等客户。
4.4 市场规模与国产化进程
市场空间:据航空产业网测算,2028年中国商业火箭市场空间将达173亿元,原材料市场36亿元。发动机占火箭成本30-40%,其中涡轮泵占发动机成本30-35%,单套涡轮泵价值800-1500万元。
国产化率:2025年商业火箭关键材料国产化率突破75%,但在高性能轴承、精密伺服机构等环节仍有差距。
五、供应链生态与投资建议
5.1 供应链金字塔结构
核心特征:自上而下传导需求,自下而上构筑壁垒。总体厂商的型号规划决定材料需求方向,而底层材料商的突破反过来支撑新型号研发。
5.2 核心投资标的
第一梯队(材料龙头):
-
斯瑞新材(688102):铜铬铌材料绝对垄断,深度绑定蓝箭等80%客户
-
上大股份(301522):高温合金平台型公司,多型号进入批产
-
西部材料(002149):SpaceX铌合金唯一大陆供应商,稀缺性强
第二梯队(制造专家):
-
国机精工(002046):航天轴承市占率90%,商业航天弹性最大
-
航宇科技(688239):环锻件技术领先,客户覆盖所有头部企业
-
铂力特(688333):3D打印设备与服务龙头,重塑制造工艺
第三梯队(结构件配套):
-
中简科技(300777):T700/T800碳纤维军用转民用
-
超捷股份(301005):钛合金紧固件,中科宇航核心供
-
派克新材(605123):航空发动机锻件技术迁移
5.3 风险提示
-
发射进度风险:2024年中国商业航天发射68次,低于预期,2025年能否突破100次是关键
-
技术路线风险:液氧甲烷发动机若出现技术瓶颈,供应链需重新适配
-
国际竞争风险:SpaceX已实现火箭常态化发射,技术代差仍存
-
产能过剩风险:2025年多家厂商扩产,需警惕供需错配
结语
商业火箭的供应链是一场 "极限挑战" :材料要挑战物理极限,工艺要挑战精度极限,成本要挑战经济极限。在这场革命中,斯瑞新材的铜铬铌、西部材料的铌合金、国机精工的轴承已构筑起国产替代的"铁三角",而3D打印与可回收技术正在重塑产业未来。随着2025年蓝箭朱雀三号、天兵天龙三号等可重复使用火箭首飞,中国商业航天将进入"材料-工艺-设计"协同进化的2.0时代,供应链的价值将从"一次性配套"转向"全生命周期服务",这既是挑战,更是本土供应商实现全球竞争的难得机遇。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”