



0 前言
中国是全球最大的硫磺进口国,2024年中国硫磺进口量约1000万吨。为此,我国部分港口建设了一批硫磺码头,包括防城港、湛江港、镇江港、南京港、南通港、秦皇岛港、天津港、大连港等,全国可用于装卸硫磺的泊位大约有15-25个。其中,一部分设计建设为硫磺专用码头,一部分设计建设为可兼顾装卸化肥、粮食、矿石等其他干散货的兼用码头。
经笔者实地考察和与相关码头工作人员交流了解到,硫磺码头钢结构设施的腐蚀速率远超集装箱码头和其它干散货码头。基于相关标准和同等腐蚀环境级别,在同一港口设计和采用相同防护涂层的情况下,硫磺码头钢结构设施防护涂层的耐久性及维修间隔时间通常不及后者的一半甚至更短。这导致了维修涂装、更换腐蚀部件、设备淘汰更新的频率也更高,推高了码头的维保费用,并对码头作业效率造成影响。因而,有必要对硫磺码头钢结构设施的防腐蚀保护引起足够重视,有针对性地改进新建和维修防护涂层体系设计、表面处理及涂装作业措施,以提高涂层的耐久性。
1 硫磺的腐蚀性
纯净硫本身在常温干燥状态下腐蚀性非常弱。然而,硫磺真正的腐蚀性危险主要体现在以下几点:
①粉状硫磺易在表面吸附和积聚;
②它很容易发生化学反应,生成腐蚀性极强的产物:
与氧气反应生成二氧化硫和三氧化硫:S + O₂ → SO₂
SO₂ 进一步氧化:2SO₂ + O₂ → 2SO₃
SO₂ 和 SO₃ 遇水或潮湿空气会形成腐蚀性强的亚硫酸(H₂SO₃)和硫酸(H₂SO₄),与钢铁反应造成严重腐蚀,所产生的腐蚀产物铁盐又成为电解质而加剧了钢铁的电化学腐蚀。特别是当防护涂层出现破损时,钢材的腐蚀速率极快;
③硫磺矿中可能含有的盐类杂质也可构成电化学腐蚀三要素中的电解质。
正因为硫磺的特殊腐蚀性,我们在设计防护涂料体系时,不能只考虑其所处港口的宏观大气腐蚀性等级(C3-CX),而应更重视码头微环境的腐蚀应力。而该微环境的腐蚀应力可能比CX更强。
2 硫磺码头钢结构设施的腐蚀特点
硫磺码头钢结构设施通常包括抓斗式卸船机、料斗、皮带输送机、堆取料机、封闭式仓库钢结构穹顶以及其它电气、安全和环保等辅助设施。观察发现,它们的腐蚀具有以下特点:
①越是容易接触和积存硫磺、灰尘和水的部位,腐蚀越严重;典型的如输送带周围的钢材,由于系由结构较为复杂的小型钢部件组成,表面处理和维修涂装不易,常常需要定期更换。

②一些表面处理和涂装的薄弱部位最先开始腐蚀且迅速蔓延,这些部位包括钢材边缘、焊缝、内角、小面积的下表面等,它们的共同特点是相较于其它部位,难以进行有效的表面处理和涂装,必须针对性地采用一些特殊措施,且表面处理和涂装作业需要更精细的进行。

③越靠近地面和海边的部位,腐蚀越更快发生。究其原因,系因为容易被污染或遇台风天易被海水冲刷或溅湿。该区域除了JT/T 733-2021标准中论及的“泡沫飞溅区”外,还包括虽然接触不到海水但易被污染的近地钢结构表面。
3 新建硫磺码头钢结构设施的防护涂层
这个新建,既包括在制造厂的初始防护涂装,也包括港口自行更换新构件的防护涂装。鉴于硫磺码头微环境的腐蚀性,笔者建议应按照不低于相关标准中的CX腐蚀环境级别进行防护涂料体系的设计和涂装施工。我们建议的防护涂料体系如下:
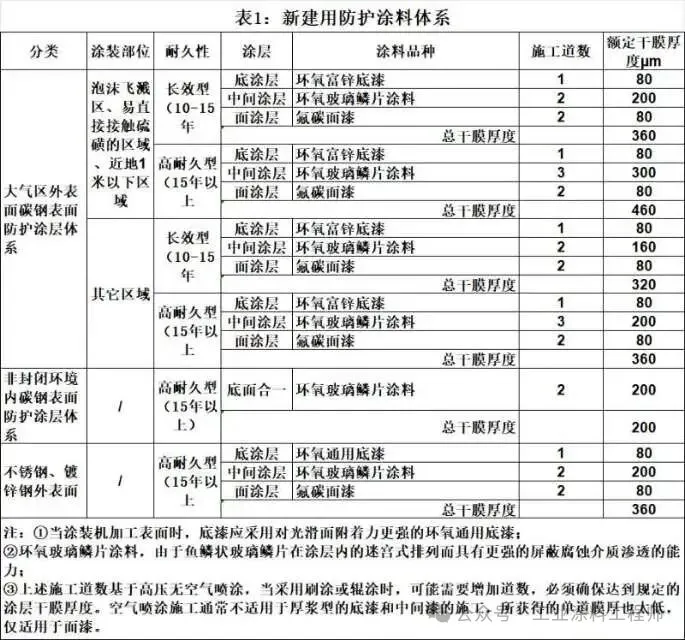
新建钢结构设施的表面处理和涂装施工应严格按照相关标准中的规定进行。特别需要强调的是,针对薄弱部位的表面处理和涂装应该引起足够重视,因为它们往往最容易先发生腐蚀且蔓延很快而影响整个防护涂层的耐久性。
现场观察到的这类薄弱部位包括但不限于以下一些:
—边缘
由于涂料容易从尖锐边缘流开而形成“边角效应”,在尖锐边缘上的涂层无法获得足够的厚度,并且更容易受到破坏。因而,表面处理时应严格按照标准要求磨圆锐边,并在每道漆正式涂装前采用刷涂先进行预涂。
—焊缝
应将焊缝打磨平滑并进行预涂。
—内角、易积尘和积水的凹陷。
这类部位的表面处理和涂装往往比较困难,也易产生水和污物的滞留,因而容易发生早期腐蚀。除了从结构设计方面考虑预防外(可参照ISO 12944-3),表面处理和涂装时对这类部位应特别注意,并采用预涂以保证或增加该部位的涂层厚度以增强防腐蚀性。
4 硫磺码头钢结构设施的防腐维修
合理有效且经济的防腐维修措施应综合考虑腐蚀环境、表面状态、表面处理和涂装施工可行性等。
4.1对旧涂层的状态进行了解和评定
4.1.1了解旧涂层的构成。这对选择维修用油漆品种比较重要。因为,在旧涂层不完全去除的情况下,可能选择的重涂油漆与旧涂层并不相容,而造成咬起等现象。
4.1.2评定旧涂层表面的玷污、粉化、开裂、起泡、脱落、生锈、附着强度等。制定维修涂装表面处理和涂层体系时,必须考虑这些因素。维修涂装的工作量也取决于旧涂层的状况。
旧涂层状态评定可按ISO 4628(GB/T 30789)标准进行。
4.2根据所评定的旧涂层状态,确定维修涂装措施
根据以上标准评定旧涂层状态后,对于涂层体系的维修涂装,我们可以分为以下4种情况:
A、涂层完整,仅有轻微褪化或变色,但是没有锈蚀。如果因为装饰的原因而准备重涂,只要清洗表面(最好采用高压淡水清洗以去除表面水溶性盐和污物),然后重涂1-2道面漆;如果不想重涂,只要清洗表面即可,这样可以清除掉粉尘、盐分以及其他助长锈蚀的杂质。
B、涂层有明显的有老化现象,粉化或者露出前道涂层,但是没有锈蚀,则清洁表面,涂上底漆和1-2道面漆,可以延长涂层的保护寿命。
C、当表面有起泡、开裂和局部生锈,生锈级别相当于ISO 4628-3中的Ri3-Ri4级(生锈面积1%-8%)时,如果涂膜除了损伤处,其它地方完整,涂膜厚度足够,只要对生锈、起泡、开裂和脱落处进行局部表面处理后,从底漆到面漆修补至足够膜厚即可。如果其它涂膜出现减薄而不够厚度,则需要整体涂一道打底漆或中间漆,再涂1-2道面漆。
D、当表面出现了较大面积的涂层起泡、开裂、脱落和底材锈蚀,生锈程度达到或超过Ri4级(生锈面积不少于8%),用合适的方法除去所有旧涂层和锈蚀物,重涂全新的涂层体系。
4.3选择合适的油漆
推荐以下油漆用于防腐维修:
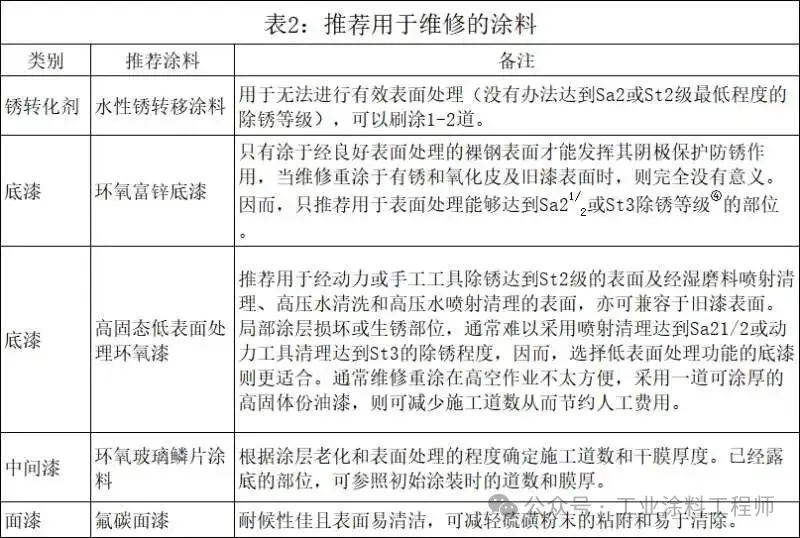
需要注意的是:不能简单地选择用原旧涂层所用的体系来维修,有些涂层体系对新建结构适用,但并不一定适用于维修涂装。例如富锌底漆,只有涂于经良好表面处理的裸钢表面才能发挥其阴极保护防锈作用,当维修重涂于旧漆表面时,则完全没有意义。对于上述B、C情况下,局部涂层损坏或生锈部位,通常难以采用喷射清理达到Sa21/2的除锈程度,因而,选择低表面处理功能的底漆则更适合。通常维修重涂在高空作业不太方便,采用单道可涂厚的高固体分油漆,则可减少施工道数从而节约人工费用。
4.4维修所需要的表面处理要求和方法
硫磺码头钢结构设施运行一些时间后,表面难免沉积一些盐份、腐蚀产物、硫磺粉末及灰尘等,特别是盐类(包括因腐蚀而形成的铁盐、海风海水中的盐份沉积等),因为它们是构成电化学腐蚀三要素中的电解液,会极大地促进腐蚀。因而,任何直接涂装在高浓度盐份表面的涂层都难以取得良好的防腐蚀效果。对计划维修的部件区域,在进行任何正式的除锈处理和维修涂装前,首先采用高压淡水(压力为20-70Mpa)彻底清洗表面是十分必要的。在完成除锈处理后,再采用添加了缓蚀剂的高压淡水清洗掉表面盐分,并在凉干后尽快涂装油漆。前道涂层暴露过久后,覆涂前也建议采用高压淡水清洗掉表面盐分。笔者认为,这是针对硫磺码头的腐蚀性特点而必须重视的特别措施。
如有必要,可根据ISO 8502(GB/T 18570)中的标准方法,对表面的氯化物、硫酸盐、铁离子或水溶性盐的含量进行测定。建议至少应将表面水溶性盐的浓度(相当于氯化钠)控制在≤50mg/m2。
其它表面处理措施和要求,根据底材表面状况、部位、面积大小来决定。通常至少包括以下工作内容:
—清除旧涂层表面油污、灰尘、盐分等一切污物。对于油污,可采用溶剂清洗。灰尘和盐分,采用高压清洁淡水清洗是高效的。
—去除松动的旧漆层,可以采用铲刀去除,或者采用钢丝刷或动力工具打磨去除。完好的旧涂膜边缘打磨光顺。
—局部生锈部位,宜采用钢丝刷或动力工具打磨处理达到至少St2级(采用低表面处理涂料时)或St3级(采用其它涂料时)。
—实在无法进行有效表面处理(没有办法达到Sa2或St2级最低程度的除锈等级
),可清除表面松锈,高压淡水清洗掉盐分后,刷涂1-2道水性锈转移涂料。
干磨料清理(注意千万不能使用海砂)、湿磨料喷射清理(采用该方式可免去清理前的高压淡水清洗盐份而只需在除锈后清洗)、高压水喷射清理(压力不低于70Mpa)、动力工具或手动工具清理都是可以采用的表面处理方式,最重要的是达到所要求的除锈等级。
需要强调的是,在完成除锈处理后,采用添加缓蚀剂的高压淡水清洗去除表面盐份是十分必要的。
4.5维修涂装施工所需特别注意的措施
—为保持各部位涂层近乎一致的耐久性和维修间隔,需注意根据所涂表面状况选择涂料品种、施工道数和干膜厚度,参见4.2条及表2。
—对上文提到的“薄弱部位”,在每道油漆正式涂装前,必须采用刷涂方式先进行预涂,方能保证这些部位的涂层厚度和与其它部位基本一致的耐久性。否则,这些薄弱部位将先出现腐蚀并很快蔓延。
—维修涂装施工尽可能选择天气晴好且污染源少的时间进行,如果已涂装的前道表面因暴露时间过长而受到污染,应采用高压淡水清理后再涂后道漆。
5 结论
硫磺码头的微观腐蚀环境非常严酷,其钢结构设施需采用更高性能和更厚的防护涂层。表面的水溶性盐等电解质应在涂装前采用高压淡水清洗去除。重视薄弱部位的表面处理和预涂工艺以避免早期腐蚀。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”