



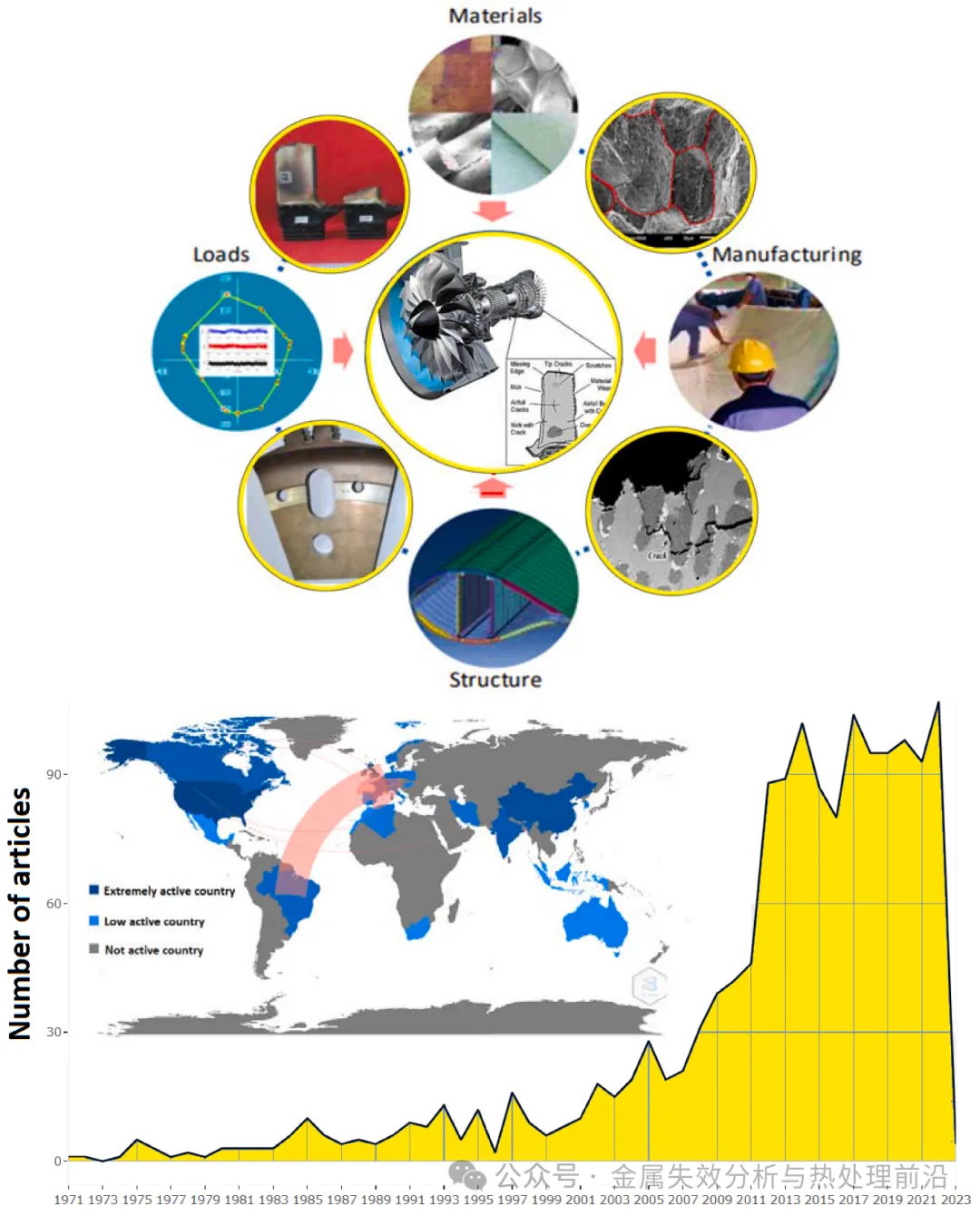
内容解读 部分内容摘取 图1.(a)影响叶片失效原因的协同因素,包括材料、制造、结构特性及载荷;中央图像展示了一起因受损叶片导致的燃气轮机失效事故。(b)1983年至2022年间风力与燃气轮机失效分析类文献的年度科研产出量。本次文献计量分析来源于Scopus数据库检索所得约1500篇文献;其中,检索“风力涡轮机叶片失效分析”获得863篇,检索“燃气轮机叶片失效分析”获得629 篇。
燃气轮机叶片失效分析综述
图2.(a)叶片前缘侵蚀失效分析的示例案例;(b)一级燃气轮机叶片的失效分析,附有立体显微镜图像,显示由孔隙空化诱发的断裂

图3. Nimonic 80A燃气轮机叶片失效:(a)叶片正面视图;(b)显示γ′等第二相的显微组织;(c)叶片凹面照片;(d)叶片横截面A-A区域;(e)从横截面孔洞萌生的热疲劳裂纹;(f)裂纹尖端前方的蠕变空洞。
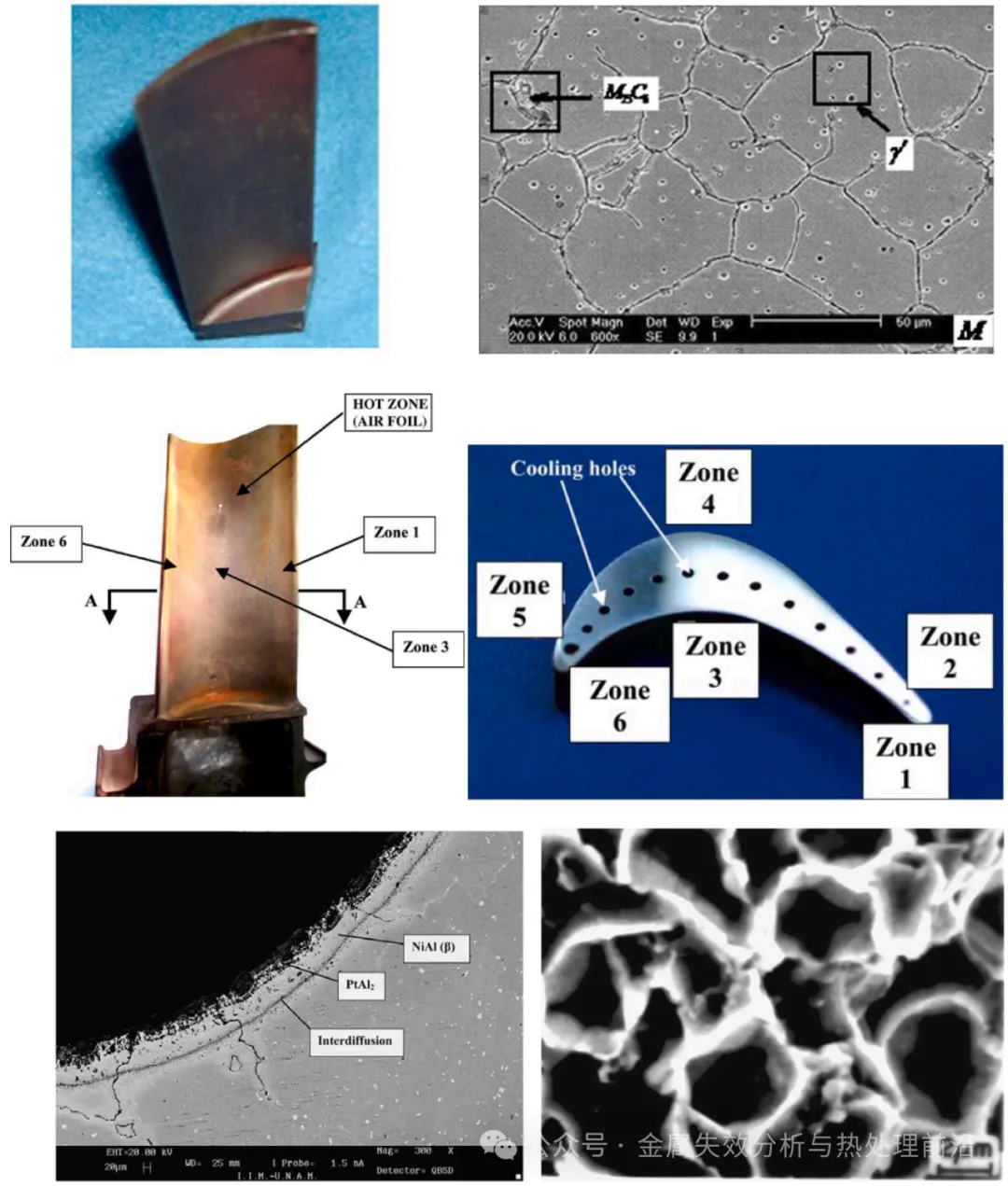
图4. 镍基燃气轮机转子叶片失效:(a)叶片微截面的选取及其编号方法;(b)过热叶片端面(上)与新叶片端面(下)的对比,前者暴露于磨料磨损环境;(c)第1号横截面(前缘)的扫描电子显微镜(SEM)图像;(d)第2号横截面(前缘)的SEM图像,显示枝晶区域;(e)发生故障的发电厂燃气轮机;(f)尾缘的SEM显微照片,显示孔洞
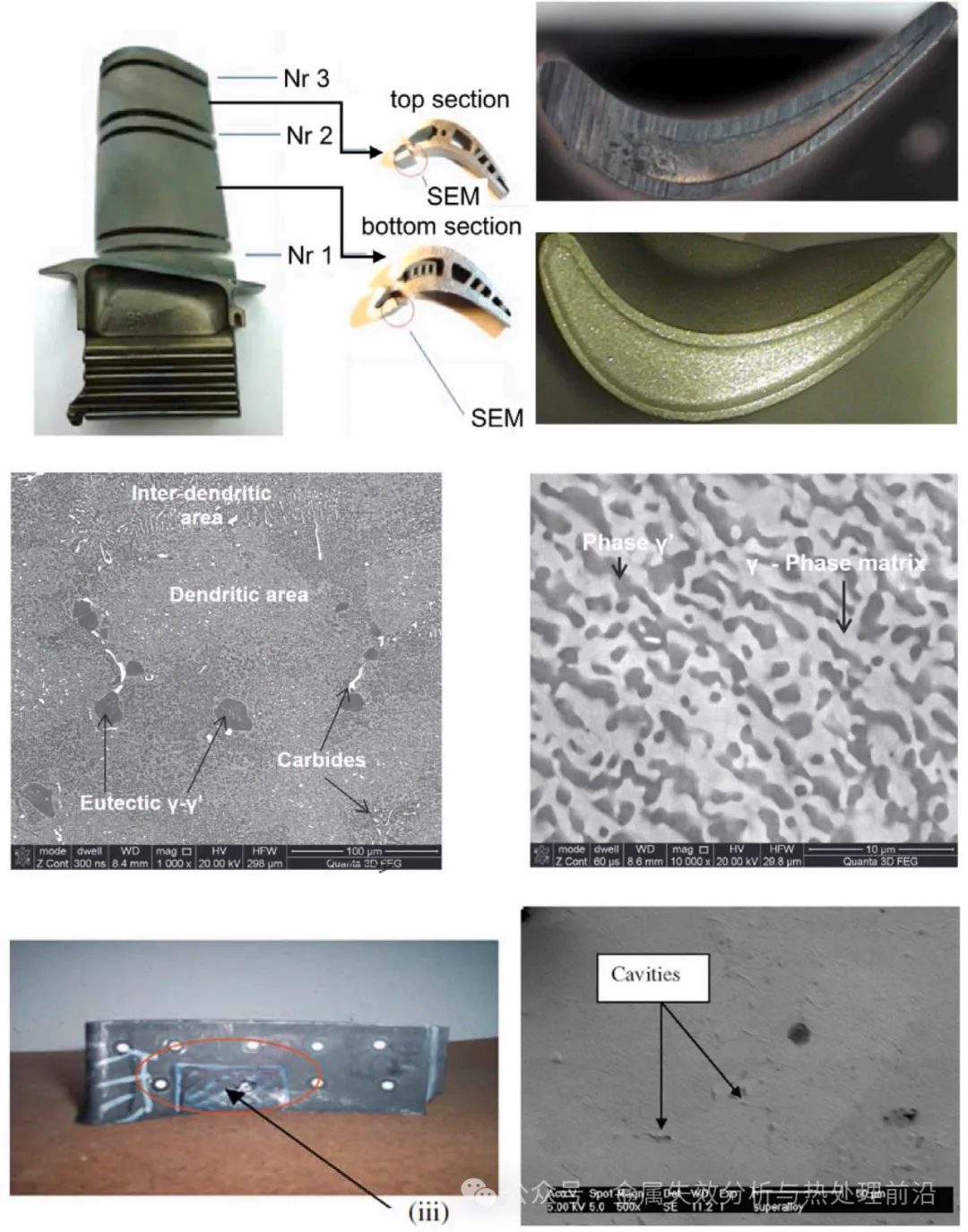
图5. (a) 因疲劳失效的燃气轮机叶片。(b) 前缘断裂面 。GH2036轮盘疲劳裂纹扩展失效分析:(c) 高温合金涡轮轮盘某截面尺寸,(d) 低周疲劳下裂纹形貌的扫描电镜照片,显示晶界处的条纹。镍基高温合金中初生β-NiAl相导致燃气轮机叶片失效分析:(e) K403铸造叶片,(f) 纵向截面中裂纹扩展路径,主裂纹穿过深灰色区域,次生裂纹连接这些区域
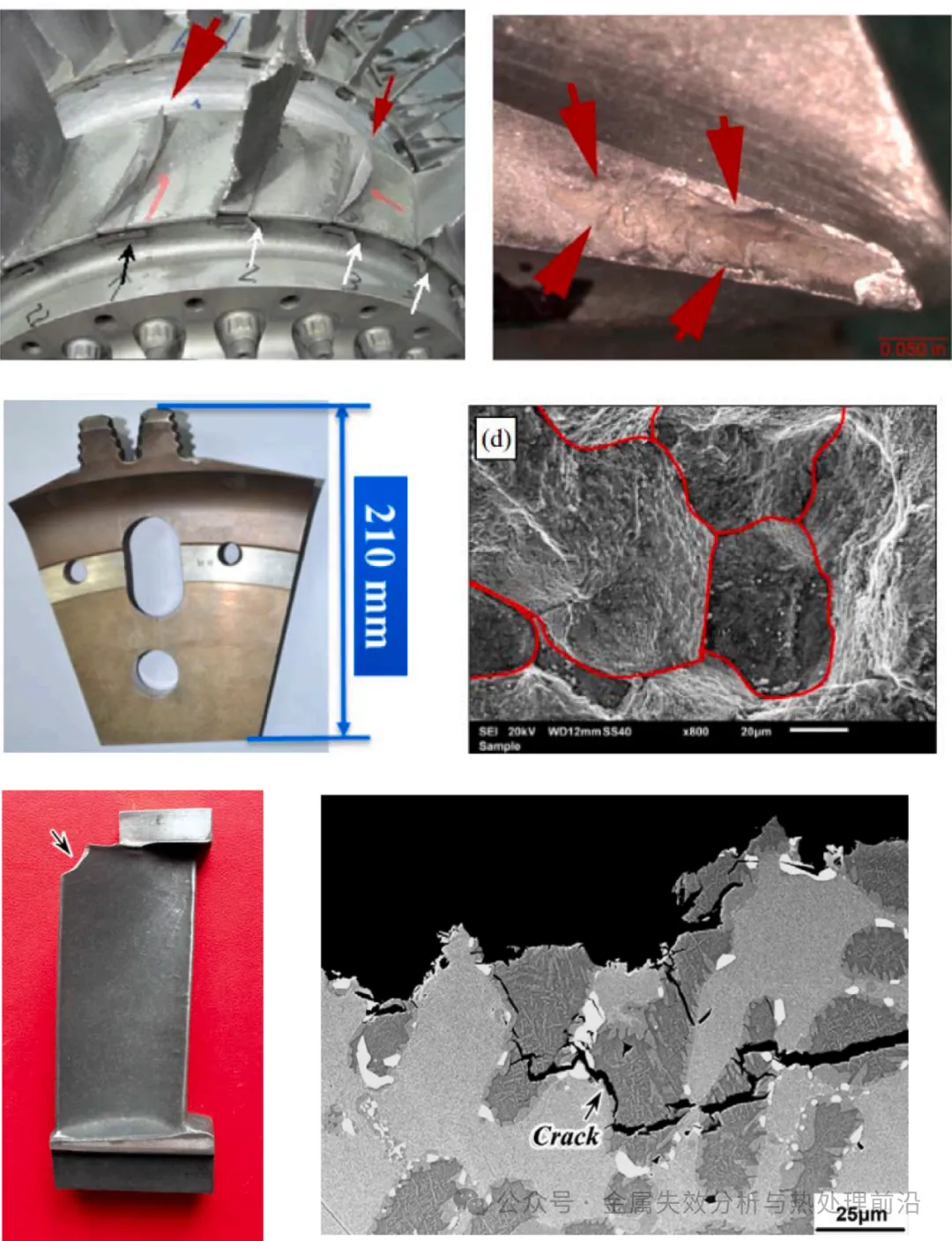
图6. 脆化特征:(a) 含BN氧化的液滴与熔池,(b) 纤维上的“虫蚀”现象。(c) 不同湿度条件下在550 °C测得的归一化断裂强度曲线
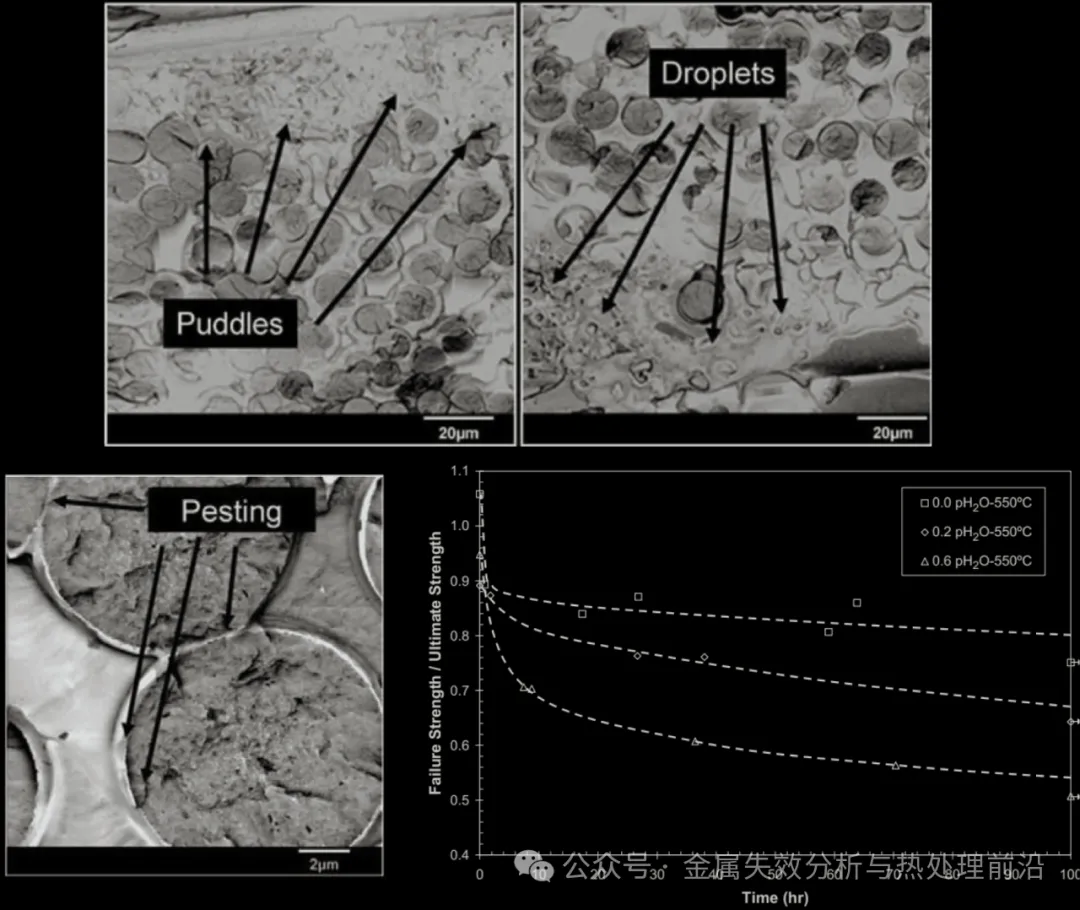
图7. (a) 断裂和 (b) 损伤的转子叶片照片。涂层剥落及基体氧化的示意图:(c) 显示涂层损伤,(d) 显示氧扩散,(e) 显示亚表面疲劳裂纹,(f) 显示涂层剥落。背散射探测器图像:(g) 内部氧化,(h) 局部剥落,(i) 放大视图。
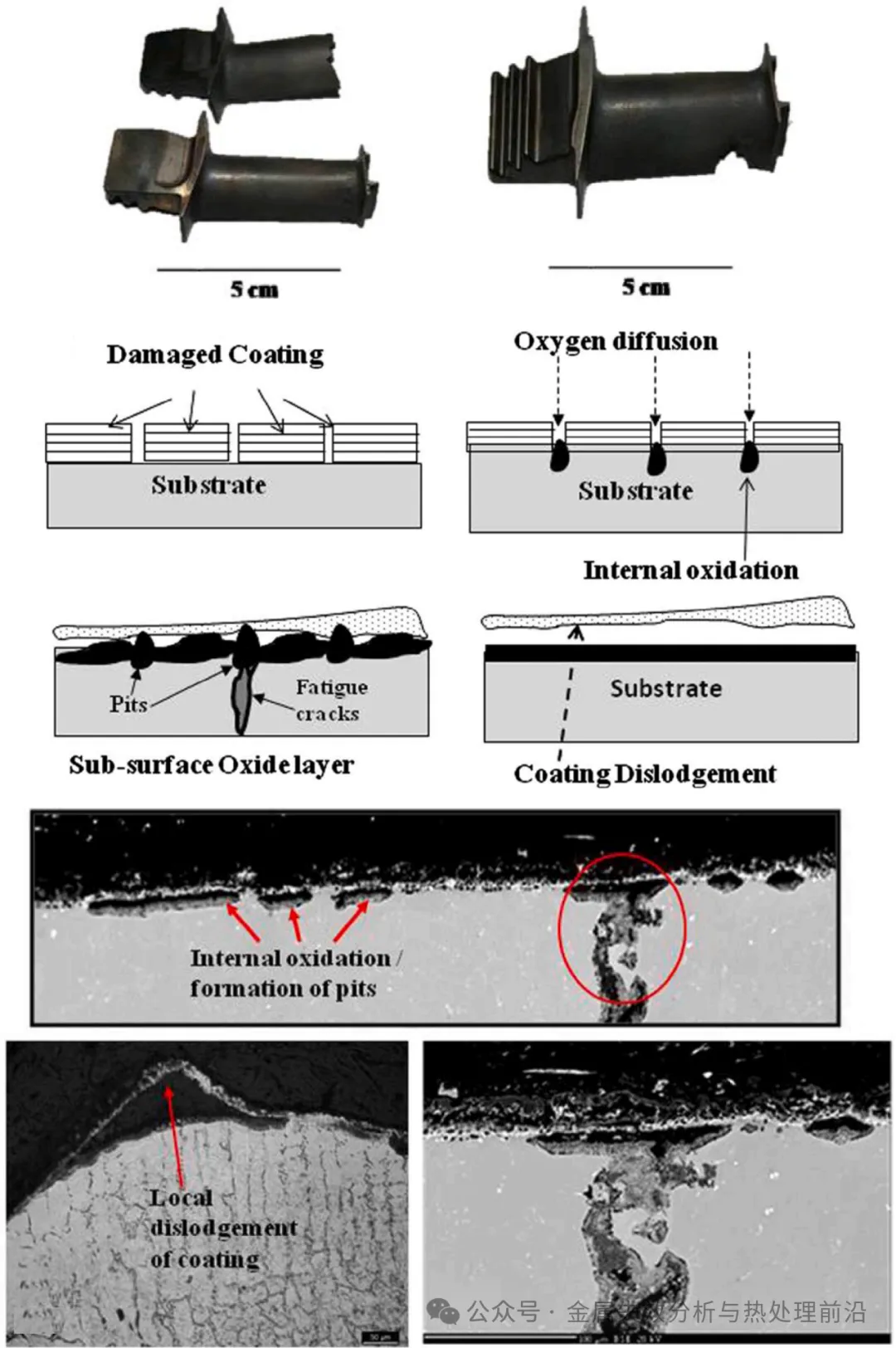
图8. 风力涡轮机叶片的关键区域及其对应损伤机制,例如坍塌与屈曲、疲劳分层及胶粘剂脱粘(上图)。风力涡轮机叶片取样钻孔过程示例:(a) 高转速切割,(b) 样品提取,(c) 使用圆锯作为导向切割,(d) 使用锯片进行深切割。
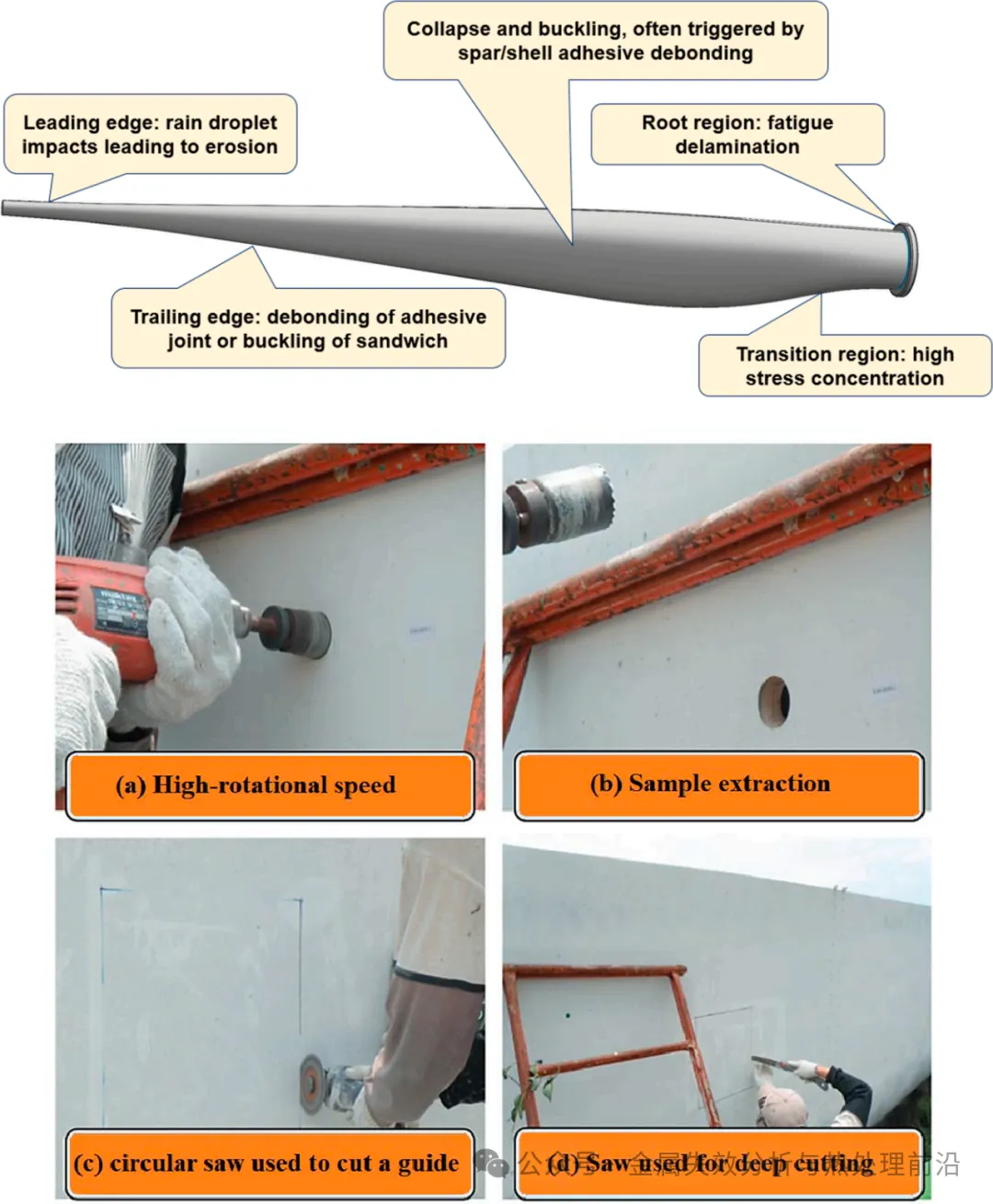
图9. (a) 风力涡轮机叶片常见损伤机制,例如分层与脱粘。(b) 风力涡轮机叶片实验装置及传感器布置位置
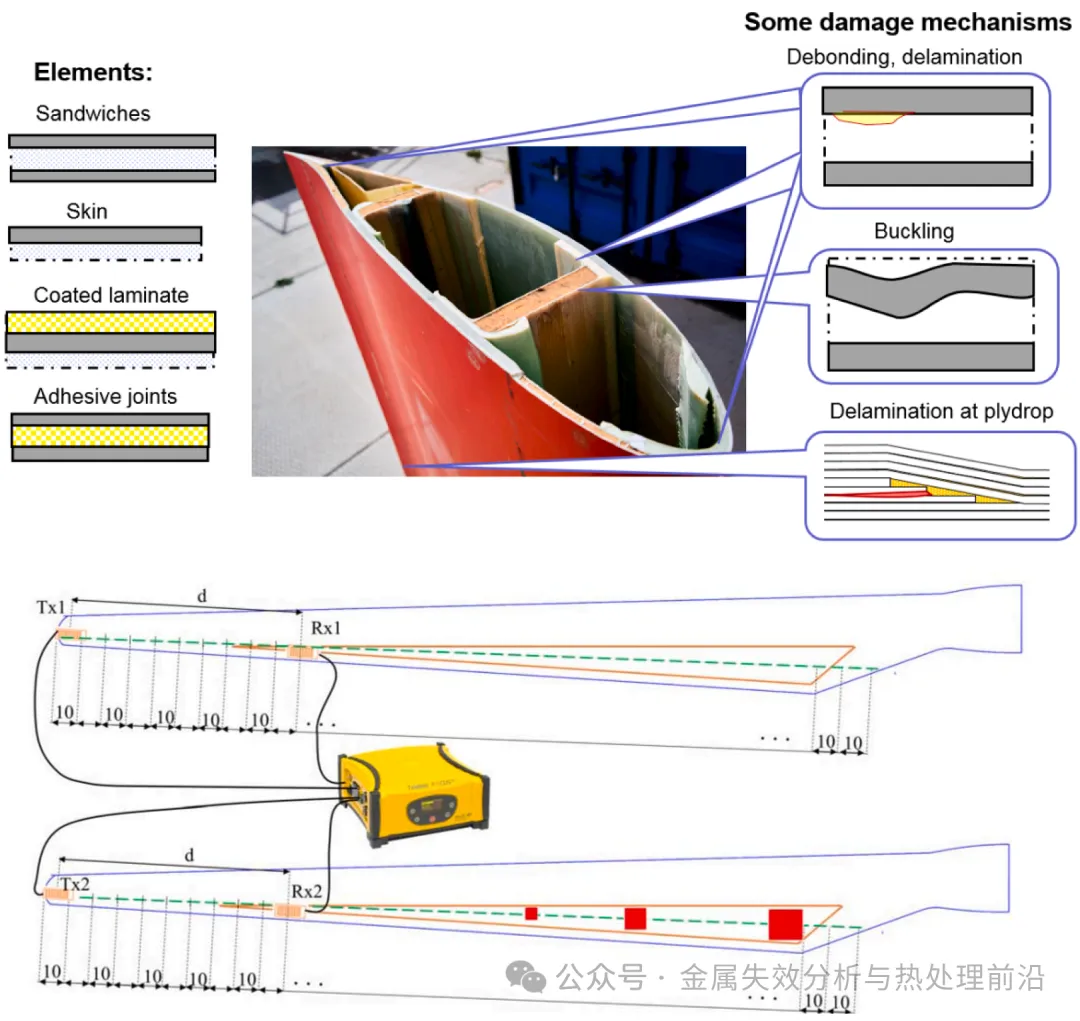
图 10(a)典型风力发电机叶片中的缝合接头几何构型;(b)T 形梁典型失效机理,包括分层与裂纹;(c)箱形梁典型失效机理,包括分层与纤维断裂
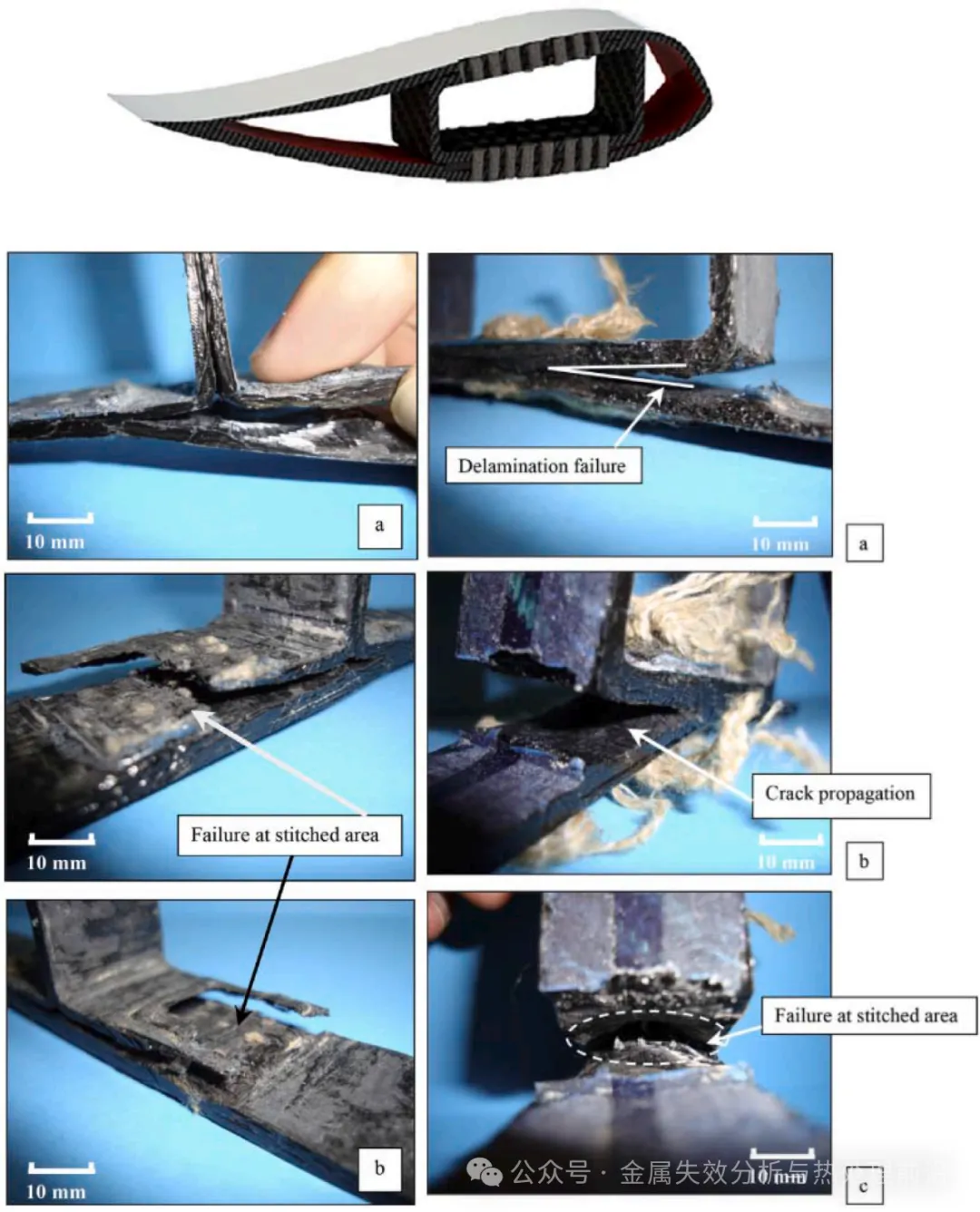
图 11(a)叶片修复区域示意图:例如,区域 1 通常需采用齐平修复,而区域 2 则需兼顾气动弹性性能的修复;(b)不同类型碳纤维增强环氧树脂层合板的断裂行为,包括 I 型与 II 型断裂模式 ;(c)玻璃纤维/环氧树脂风力发电机叶片在过渡区域的最终失效形貌;(d)距吸力侧翼梁帽约 4 米截面处观测到的失效
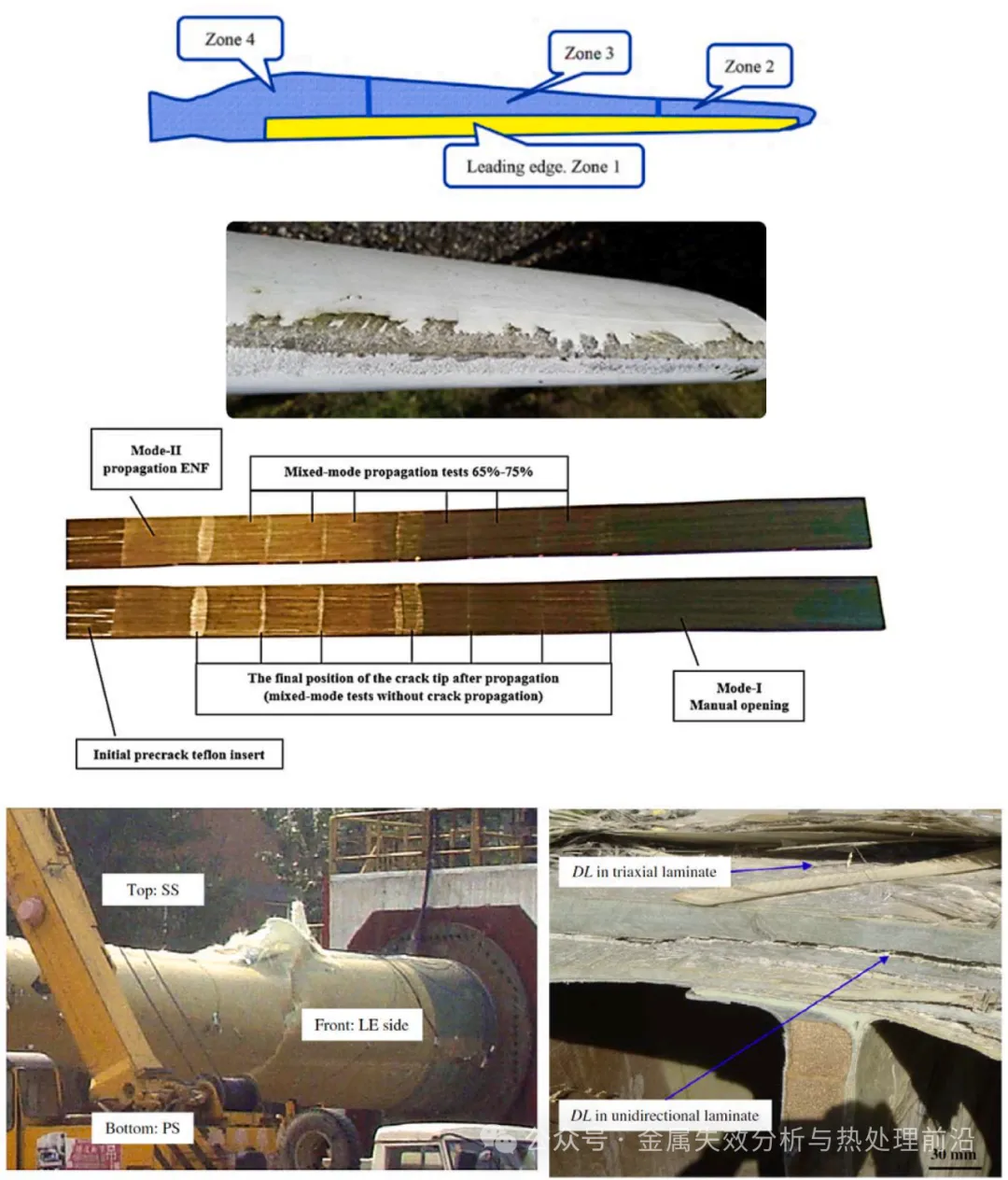
图 12(a)叶片梁结构示意图,显示蒙皮脱粘;(b)Brazier 效应,导致复合材料层合板产生横向应力分量;(c)帽状结构挠曲所引发的层间应力导致的失效;(d)帽状结构宏观分层形貌照片
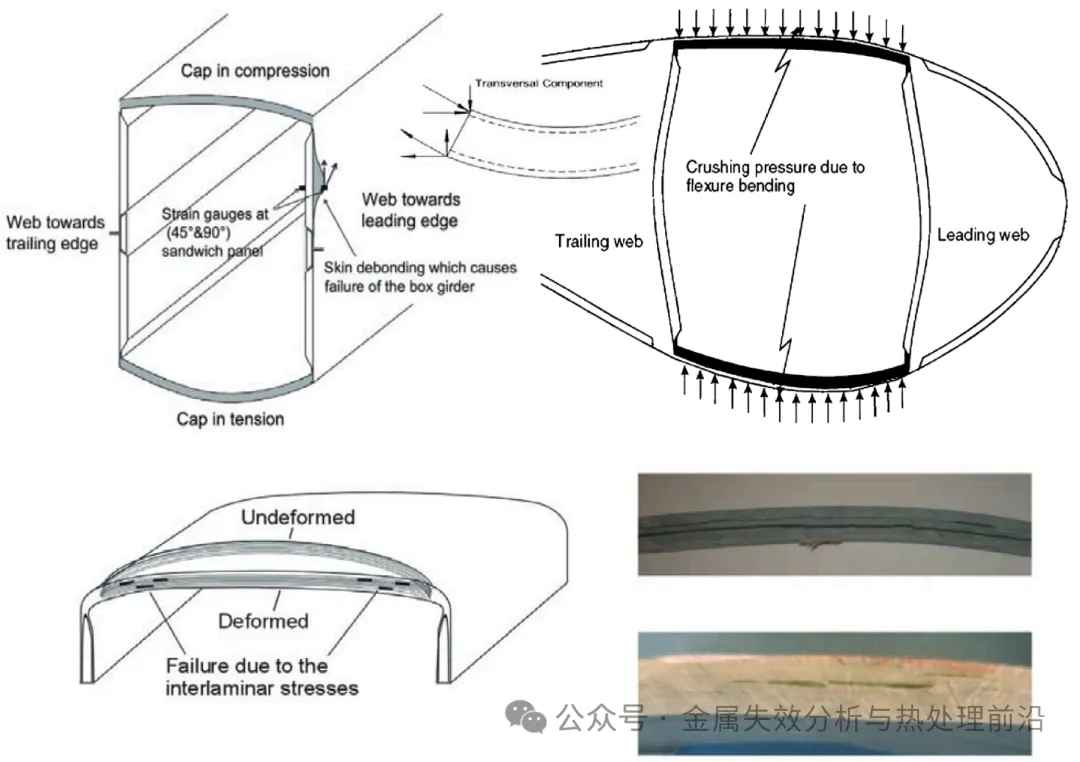
图 13(a)不同分层缺陷的数值模拟;(b)试样的屈曲行为 ;(c)风力发电机叶片子部件结构,突出显示尾缘区域;(d)尾缘粘接接头的损伤演化过程,展示失效从(a)变形、(b)脱粘发展至(c)断裂的全过程
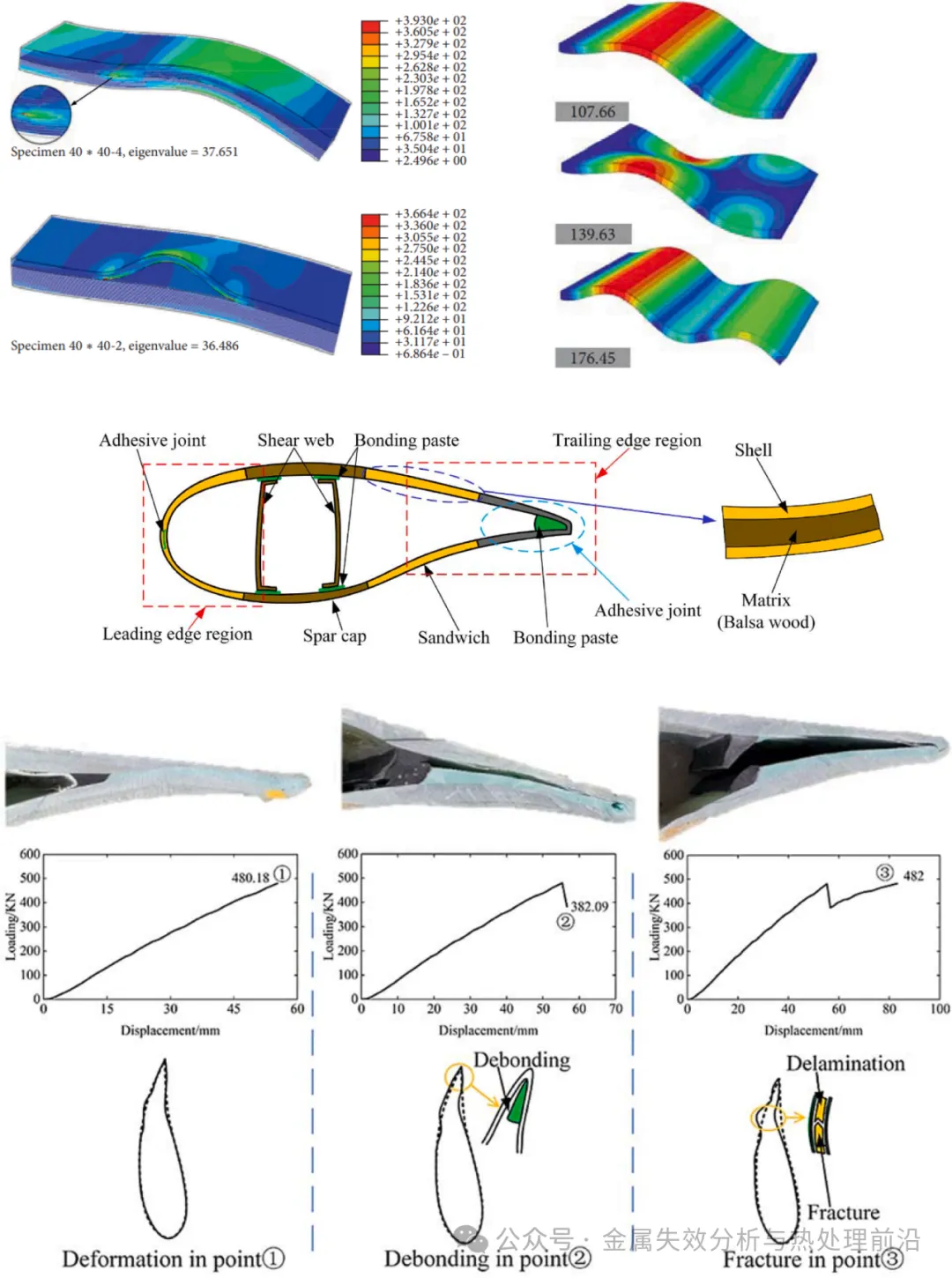
图 14(a)叶片表面裂纹位置;(b)裂纹附近层合板厚度变化;(c)由偏心引起的弯矩,致使层合板无法在整个厚度方向均匀承载;(d)层合板内裂纹扩展示意图;(e)实际裂纹形貌
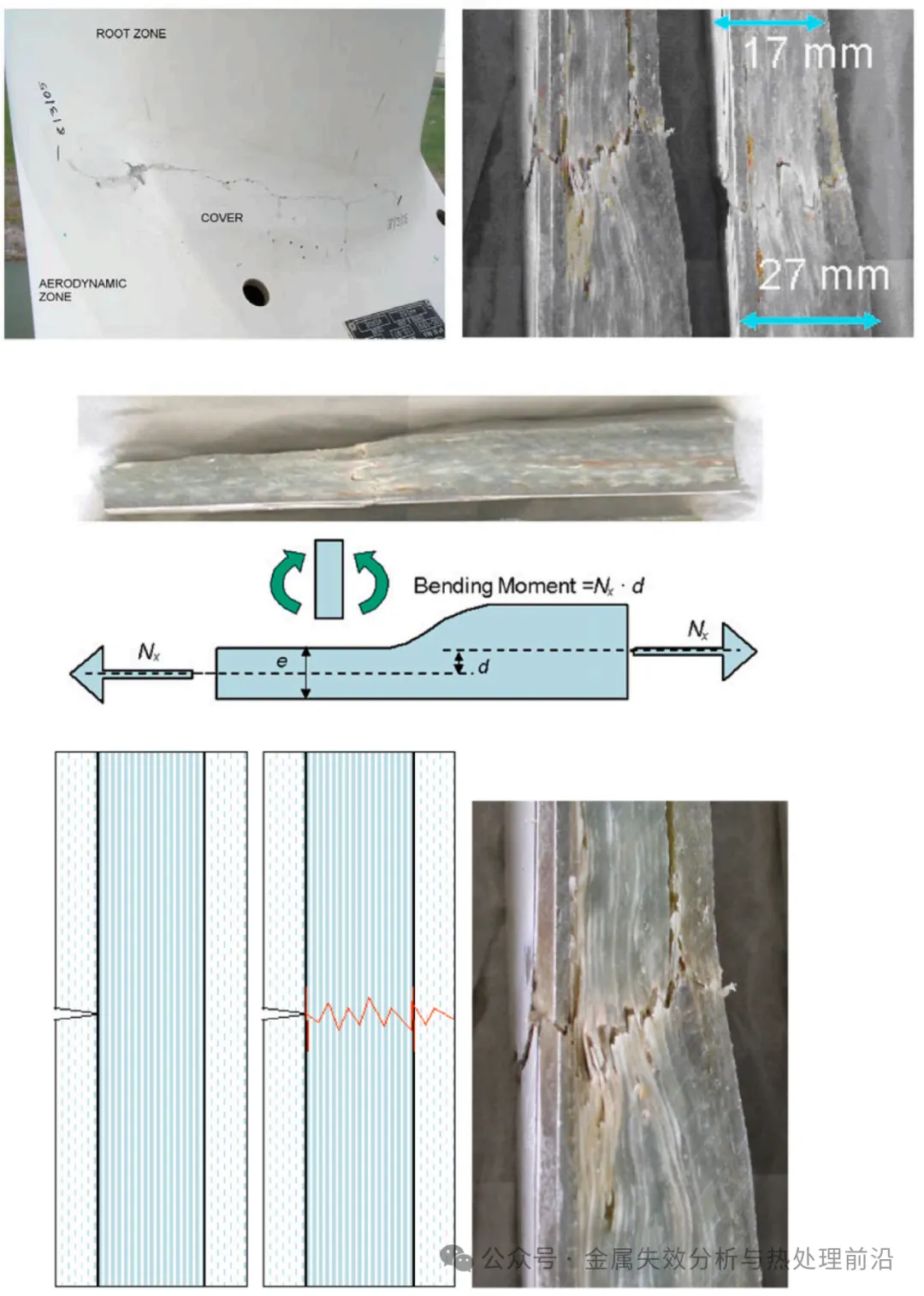
图 15(a)浸渍 5000 小时后的四层复合材料试样层间剪切应力结果;(b)未老化与饱和状态下纯树脂的疲劳强度;(c)干燥试样测试后裂纹表面的显微观察:左侧为裂纹沿纤维束扩展,右侧为裂纹表面细节;(d)饱和试样测试后裂纹表面的显微观察,箭头所示为树脂塑性破坏主导
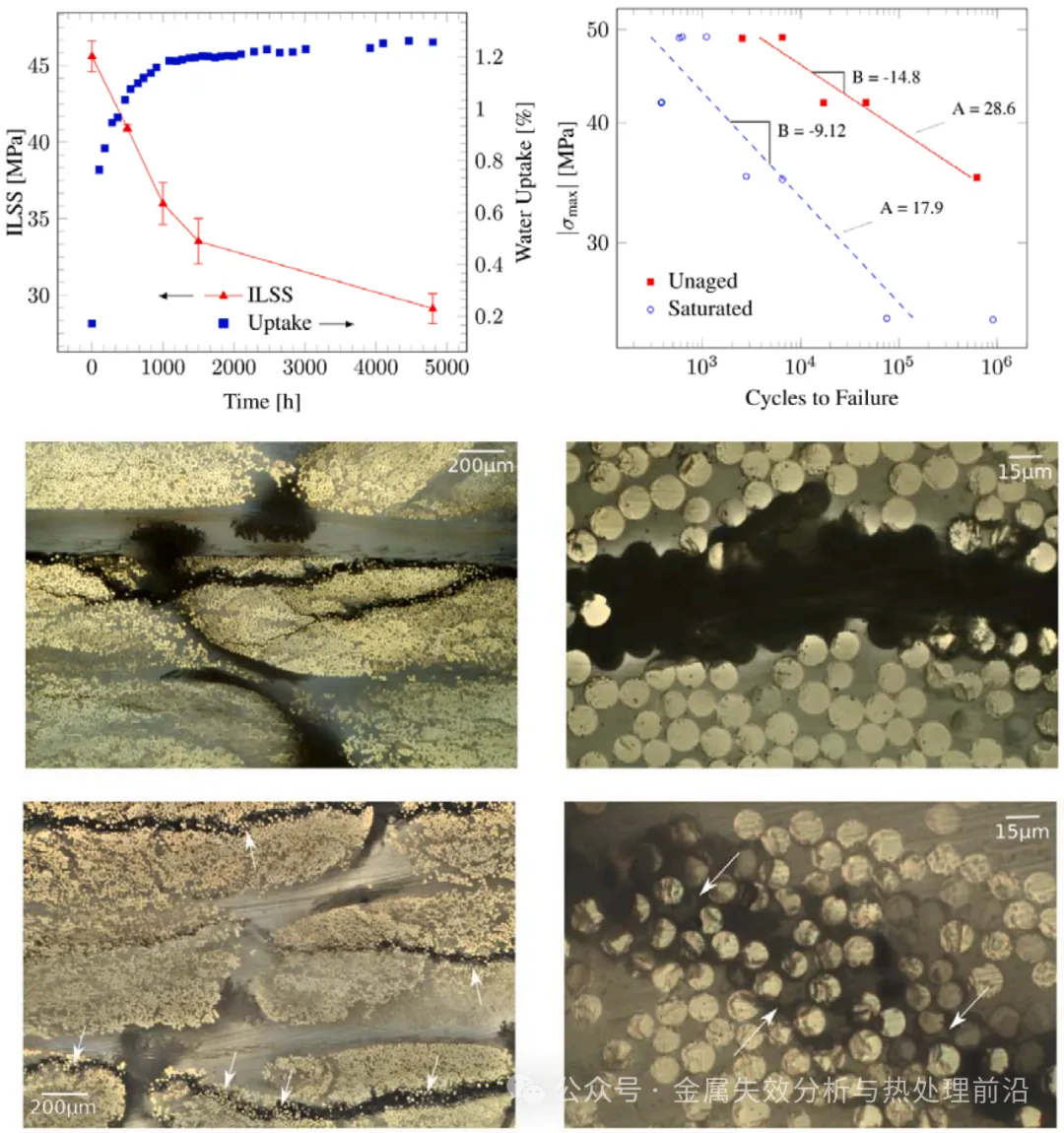
图 18(a)镍基涡轮叶片疲劳试验后形貌。(b)叶片上部位置,显示失效位置。(c)断口表面的三维 SEM 图像。(d)断口表面高度显示一个8 µm 的孔隙。(e)Kitagawa 图,将疲劳强度与微裂纹尺寸关。
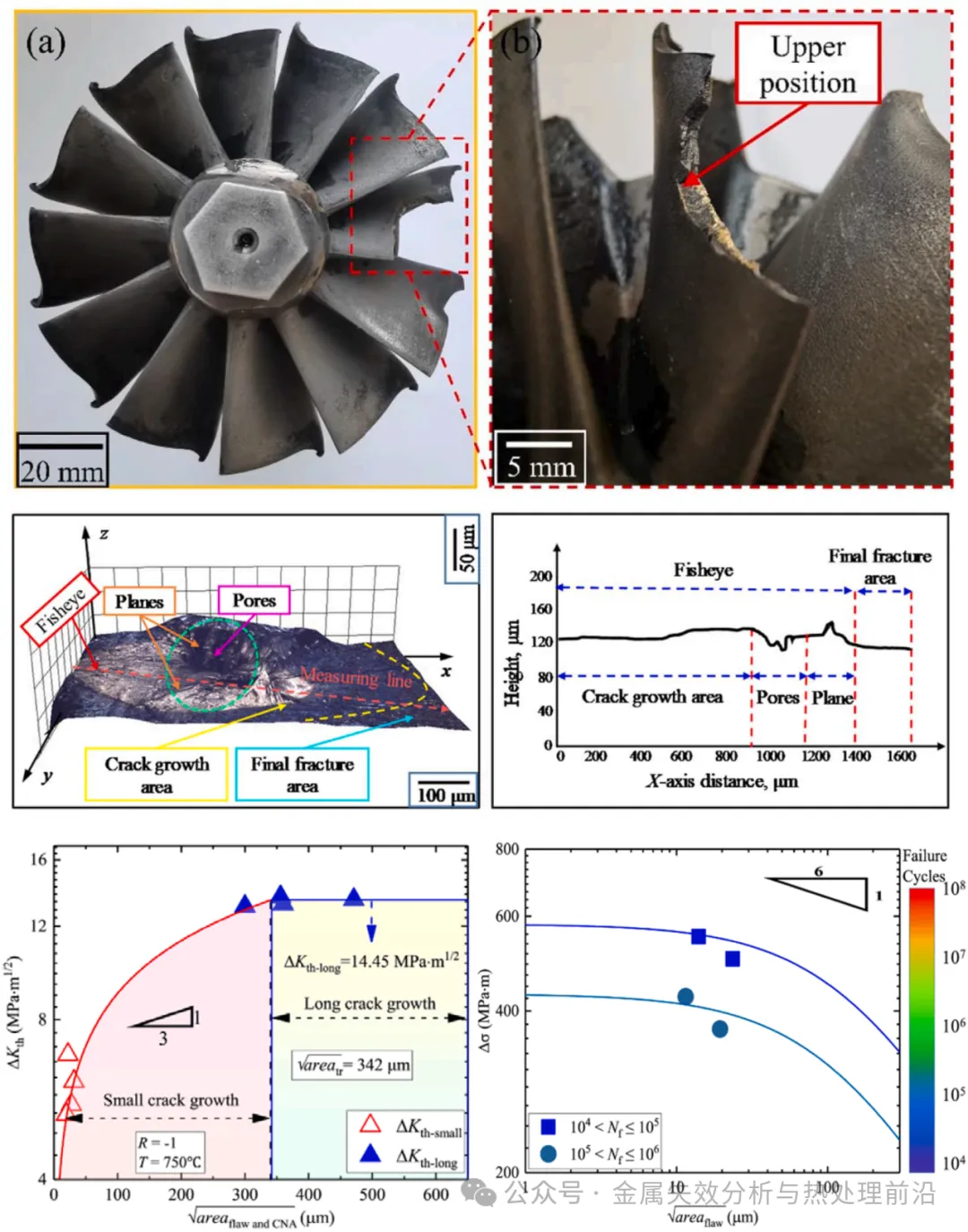
图21. FGM制造方法的可能分类方式,包括产品复杂度、梯度控制设备成本、规模化能力及尺寸定制化程度
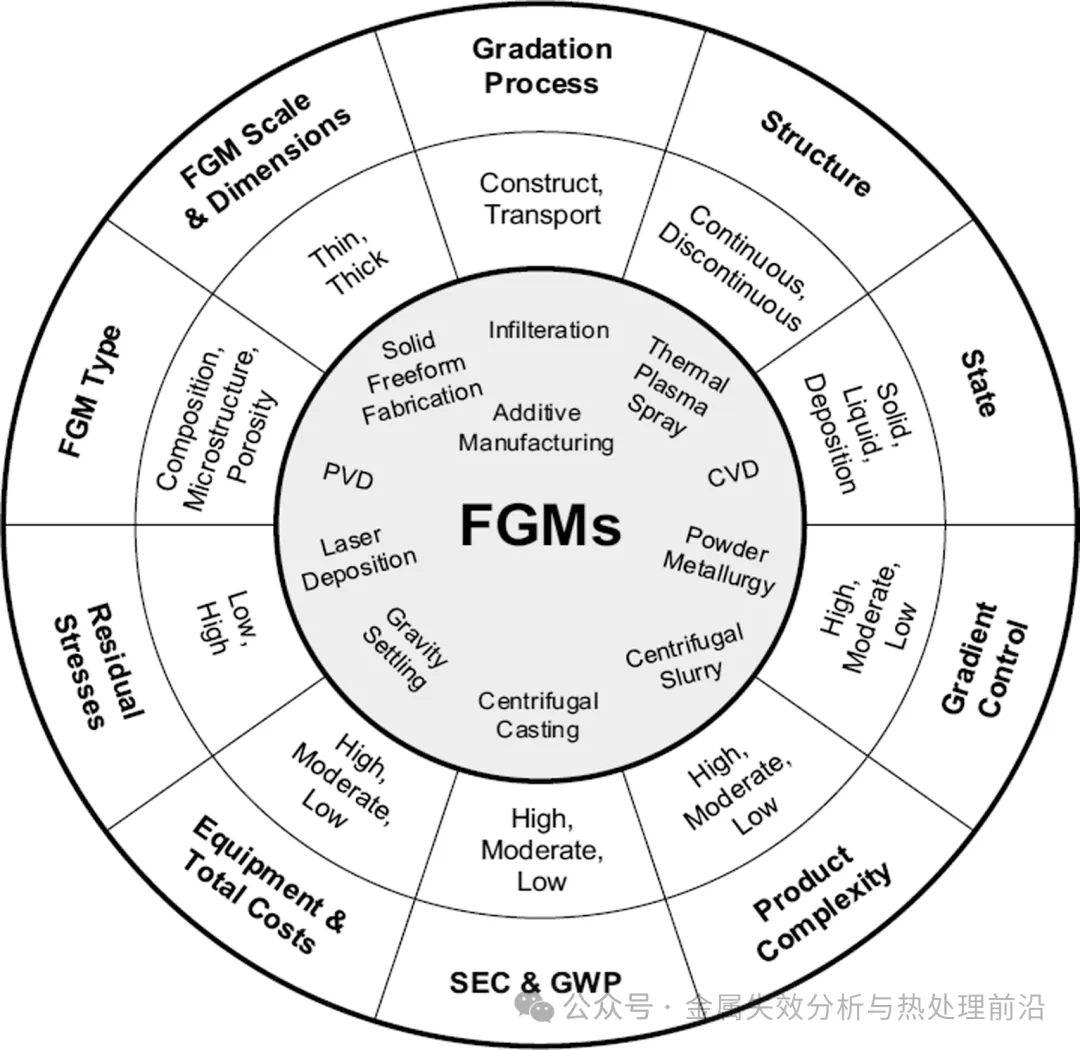
图22. 新型增材制造涡轮叶片设计示例:(a) 具有复杂内部冷却系统的叶片;(b) 采用选择性激光熔化工艺制造的高压涡轮叶片;(c) 温度分布的有限元分析结果,对比原始常规芯体(右侧)与横向冷却系统(左侧);(d) 采用立体光刻技术打印的叶片;(e) 叶片内部芯体在横向上的横截面视图。
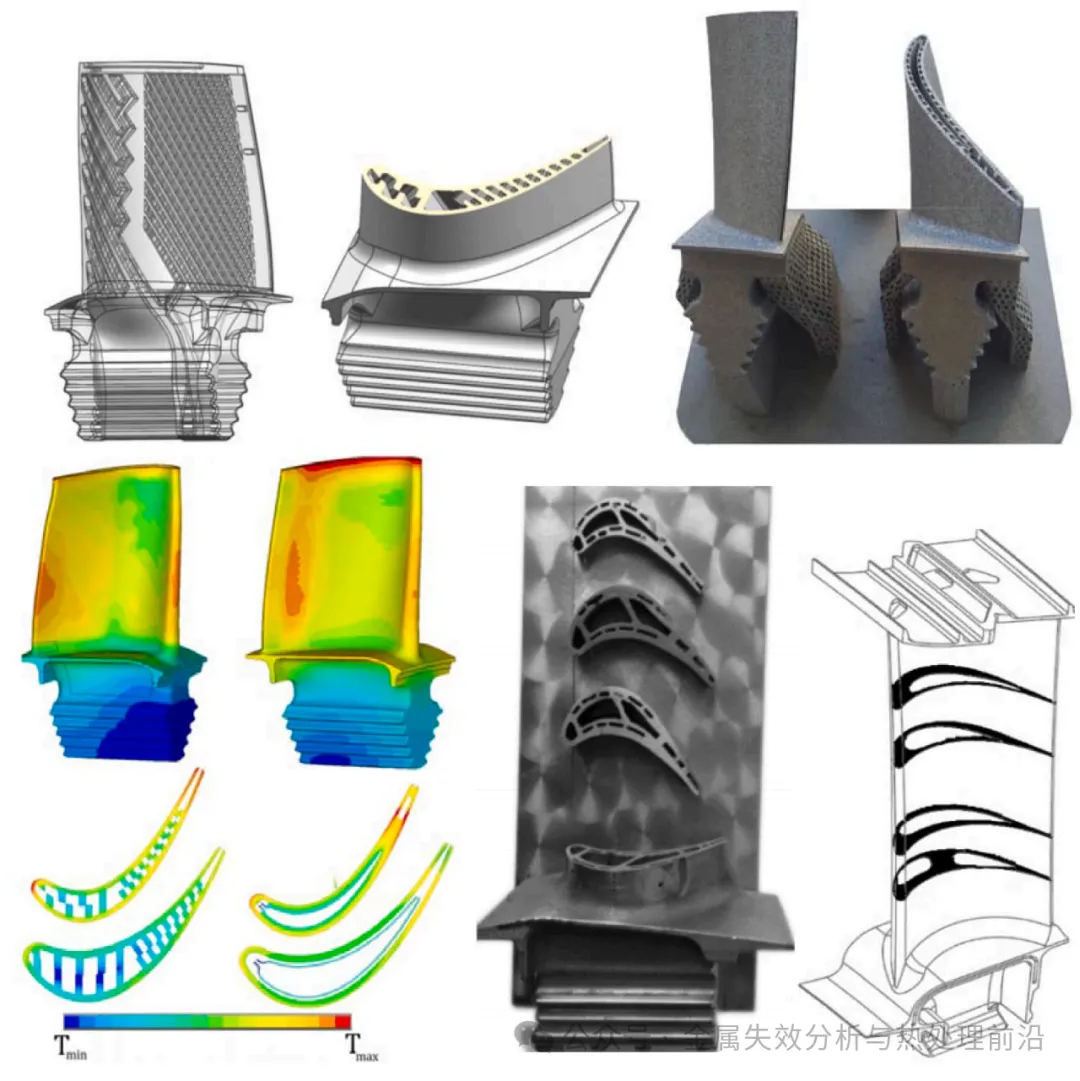
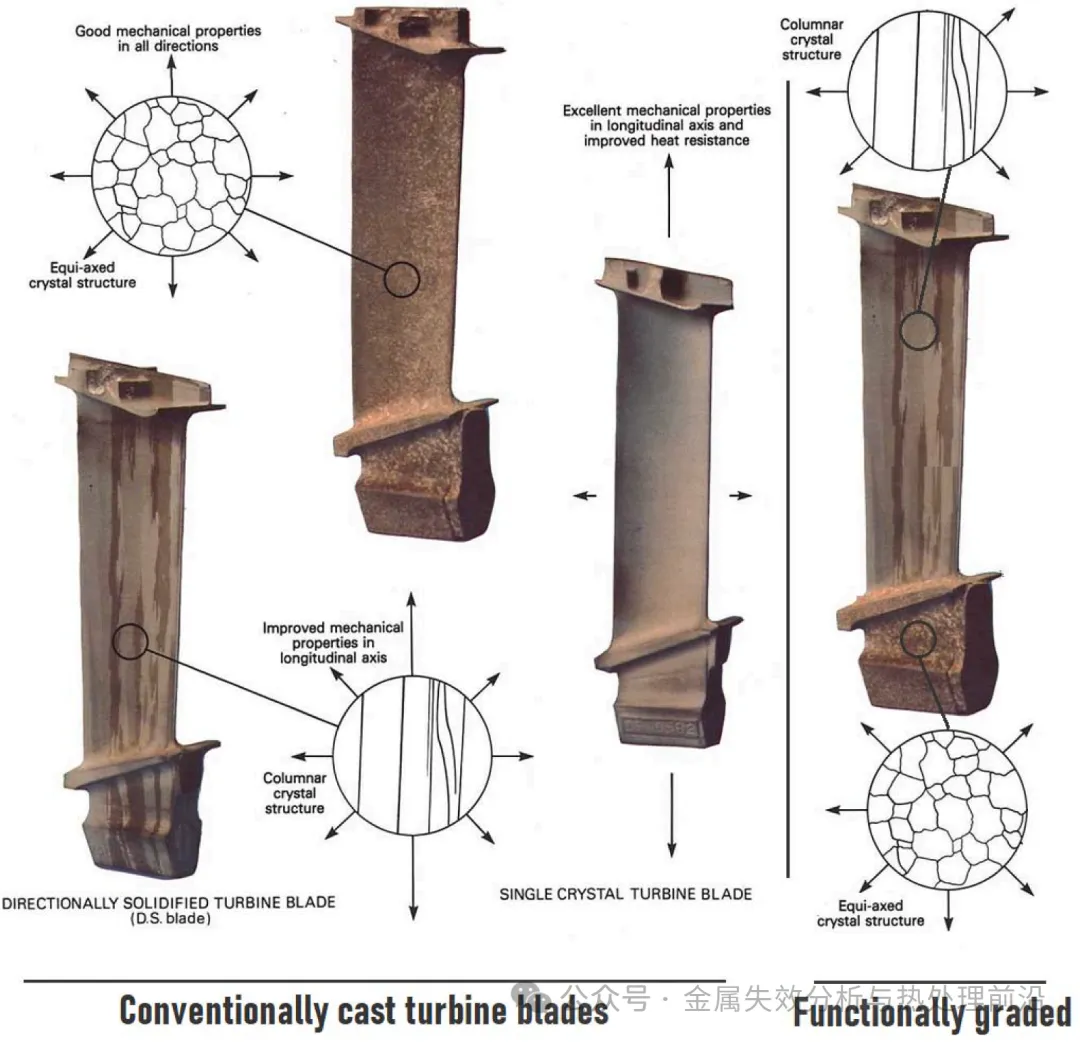
图23. 传统铸造涡轮叶片示例:(a) 等轴晶组织;(b) 柱状晶组织;(c) 单晶涡轮叶片;(d) 涡轮叶片微观组织梯度设计示例,其中基部具有更高强度,而抗蠕变区域位于其他部位
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”