



SiC/SiCf复合材料具有抗高温氧化、蠕变稳定性好,导热能力强,热膨胀低,中子吸收截面小等优点。陶瓷纤维编织结构改善了碳化硅陶瓷的脆性问题,提高了材料的抗断裂能力。采用SiC/SiCf复合材料制成的燃料包壳管,其工作温度上限远高于锆合金,中子经济性好,也不存在氢脆问题,这显著提高了燃料组件的安全性,因此SiC/SiCf复合材料是下一代压水堆核电站抗事故燃料包壳(ATF) 的理想候选材料之一。 在压水堆中,燃料组件服役于高温高压水环境,燃料包壳外侧受到流动水的腐蚀作用。因此,耐水侧腐蚀性能是燃料包壳材料能否满足核安全监管要求的重要评价指标之一。传统锆合金燃料包壳在高温水中会生成二氧化锆保护膜,延缓腐蚀,但是,SiC与高温水反应生成的SiO2最终以硅酸根的形式溶解于水,导致新的SiC表面不断暴露,材料无法靠自身表面钝化来实现长期防腐蚀。 SiC/SiCf复合材料包壳管的外壁涂层对于其耐水侧腐蚀性能具有重要影响。采用化学气相沉积(CVD)制备的SiC涂层具有致密度高、晶体质量好、微观缺陷少等优点。目前针对带有CVD-SiC涂层的SiC/SiCf复合材料包壳管的腐蚀性能评价还比较缺乏,SiC在压水堆核电站一回路水化学工况下的腐蚀机制有待明确。因此,笔者在压水堆一回路水化学条件下研究了SiC/SiCf复合材料包壳管的腐蚀性能,分析评价了CVD-SiC外涂层的耐水侧腐蚀性能。
1 试 验
采用循环水化学试验系统对SiC/SiCf复合材料包壳管进行耐水侧腐蚀性能测试。试验条件模拟压水堆一回路水化学环境,溶液为含1200mg/LH3BO3和2mg/LLiOH的高纯去离子水溶液,溶解氧质量浓度为5μg/L,试验温度为(360±1) ℃,压力 为(20±0.5) MPa。 试样为SiC/SiCf复合材料包壳管(外径10mm、 内径8mm、长20mm) 。SiC/SiCf复合材料包壳管整体为三层结构:内层为致密的CVD-SiC层,中间层为SiC纤维编织层,外层为CVD-SiC涂层。其中,SiC纤维编织层(中间层) 采用化学气相渗透法(CVI)制备,填补了SiC/SiCf复合材料间的空隙。 使用金刚石金相砂纸和抛光液对试样截面进行打磨和抛光,随后用自来水冲洗试样5min,去除表面磨抛残留物后,再用去离子水冲洗5min,待试样干燥后放入乙醇中超声清洗 20min并烘干。腐蚀试验前,使用游标卡尺及千分尺测量试样尺寸并计算表面积,采用精度为0.01mg的电子分析天平称量,计算试样腐蚀前后的质量损失及腐蚀速率。 SiC/SiCf复合材料包壳管腐蚀试验的总时长为164天。试样腐蚀不同时间(0,24,72,336,1008,1680,2400,3120,3936h)后取出,并进行观察、表征和称量。采用扫描电子显微镜(SEM)对试样的表面及截面形貌进行观察,采用能量色散谱仪(EDS)对其成分进行分析,根据式(1)计算试样的腐蚀速率。 式中:v为试样的腐蚀速率,mg/(cm2·h);m前为试验前试样的质量,mg;m后试验后试样总质量,mg; S为试样的表面积,cm2 ;t为试验时间,h。
2 结果与讨论
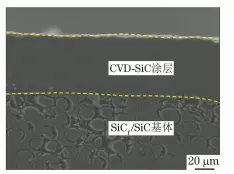
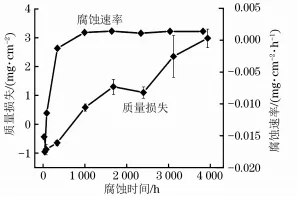
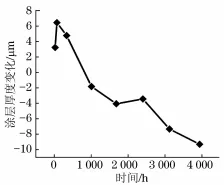
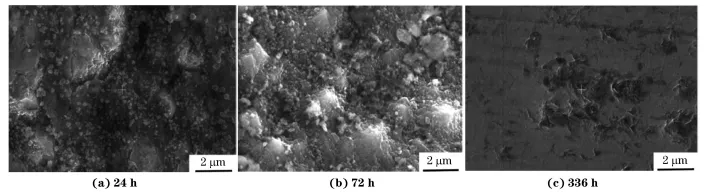
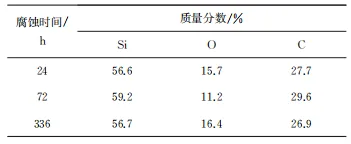
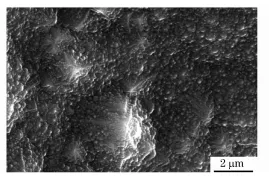
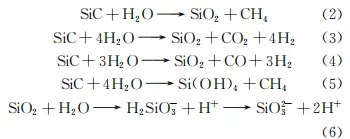
2. 1 原始试样腐蚀形貌 由图1可见:原始SiC/SiCf复合材料包壳管试样外涂层为CVD-SiC,表面平整且孔隙缺陷少。在局部区域可观察到由抛光引起的划痕缺陷,外涂层没有明显的因沉积而出现的凹凸起伏,表明采用CVD制备工艺,外涂层较好地填补了SiC纤维的表面凹凸,试样表面结构平整,这有利于提高包壳管的抗腐蚀能力。 图1 未腐蚀试样的表面SEM 形貌 由图2可见:原始SiC/SiCf复合材料包壳管试样外壁为致密的CVD-SiC层,晶体质量好,无明显缺陷,厚度约为65μm,CVD-SiC层保护包壳管基体不受外侧水环境的腐蚀。中间基体层由SiC纤维编织而成,SiC纤维编织结构采用CVI方法填充SiC,减少了孔隙率,提高了包壳管的气密性以及导热能力。 图2 未腐蚀试样的截面SEM形貌 2.2 腐蚀速率 根据图3所示腐蚀质量损失曲线,将腐蚀过程分为三个阶段:腐蚀质量增加阶段(0~ 336小时,腐蚀初期) ;腐蚀质量增加-减少过渡阶段(336~1008小时,腐蚀中期);腐蚀质量减少阶段(1008~3936小时,腐蚀后期)。当腐蚀时间超过1008小时,试样在水溶液中整体表现为腐蚀质量减少。 图3 经过不同时间腐蚀后试样的质量损失曲线及腐蚀速率曲线 当腐蚀时间为0~336小时时,试样质量增加0.643mg/cm2[腐蚀速率为0.0019mg/(cm2 ·h)],表明试样表面发生氧化/钝化反应。 当腐蚀时间为336~1008小时时,试样的质量变化由质量增加转为质量减少,且当试验时间为1008h时,试样的质量损失为0.585mg/cm2[腐蚀速率为0.00058mg/(cm2·h)] 当腐蚀时间为1008~3936h时,试样质量持续减少,且随着试验时间的延长,,试样的腐蚀速率变化不明显,说明SiC/SiCf复合材料包壳管的腐蚀溶解处于一个相对稳定的阶段。经过3936小时腐蚀后,试样的腐蚀质量损失为2.982mg/cm2[腐蚀速率约为0.00076mg/(cm2·h)],表明材料进入均匀腐蚀阶段。 SiC/SiCf复合材料包壳管为两端开口,其内外侧均有腐蚀。根据SiC的密度(3.21g/cm3)以及腐蚀质量变化数据,计算 CVD-SiC外涂层厚度变化,如图4所示。可以看出,腐蚀72h后,涂层厚度增加6.45μm。之后随着腐蚀时间的延长,CVD-SiC外涂层厚度持续减小,腐蚀3936h时,外涂层厚度减薄9.3μm,表明SiC/SiCf复合材料包壳管的外涂层整体具有良好的耐水侧腐蚀性能。 图4 腐蚀后试样外涂层 CVD-SiC 的厚度变化曲线 2.3 腐蚀形貌与化学成分 由图5可见:腐蚀24小时后,试样表面生成许多白色颗粒物,表明CVD-SiC涂层表面开始有氧化物生成;腐蚀72小时后,白色颗粒物发生局部聚集,形成较大的氧化物团簇,在氧化物团簇之间,可见明显的腐蚀坑,说明SiC外涂层的氧化与溶解同时存在,此阶段以表面氧化物生成为主;腐蚀336小时,白色颗粒物以及氧化物团簇、聚集且不断生长连结,形成了氧化膜结构,覆盖在SiC涂层表面,表面可见一些腐蚀坑,这是由于局部SiC优先溶解。 图5 腐蚀初期阶段试样的表面SEM 形貌 由表1可见:在腐蚀初期阶段,SiC/SiCf复合材料包壳管表面除了含有Si、C元素外,还含有较多O元素。白色颗粒为富硅氧化物,随着腐蚀时间的延长,富硅氧化物逐渐聚集并形成团簇,进而生成富硅氧化膜在外涂层表面,一定程度上减少了基体与水溶液的接触面积,阻碍基体与水的反应,降低腐蚀溶解。因此,在此阶段SiC/SiCf复合材料包壳管在高温高压水中表现为腐蚀质量增加。 表1 腐蚀初期阶段试样的表面EDS分析结果 由图6可见:经过1008小时腐蚀后,试样表面可见密集的角状晶裸露,在角状晶的晶界处存在密集的腐蚀坑,在SiC涂层表面未发现氧化膜或者氧化物团簇,说明此时SiC在环境中以腐蚀溶解为主,SiC/SiCf复合材料包壳管由腐蚀质量增加阶段过渡到腐蚀质量减少阶段。 图6 腐蚀1008小时试样的表面SEM形貌 EDS分析结果表明,经过1008小时腐蚀后,试样表面的元素质量分数为57.8%Si和42.2%C,未检测出O元素。表明SiC/SiCf复合材料包壳管表面没有发现氧化物,CVD-SiC涂层在水环境中的反应主要为表面溶解反应。 CVD-SiC涂层与水反应生成SiO2和Si(OH)4,硅的氧化物或者氢氧化物会进一步生成硅酸根离子溶解于水,不能起到保护作用,反应过程如式(2) ~ (7)所示。 由图7可见:腐蚀1680小时后,CVD-SiC涂层裸露的角状晶结构变得疏松,边界开始变得模糊,尖角也不再明锐,涂层外表面趋于平整;腐蚀2400小时后,外涂层表面的腐蚀坑已不可见,SiC呈现均匀腐蚀溶解;腐蚀3936小时后,外涂层表面更为平整,无明显缺陷、 腐蚀坑,表明SiC/SiCf复合材料包壳管此时以均匀腐蚀溶解为主,腐蚀速率稳定。 由表2可见:在腐蚀后期,经过不同时间腐蚀后,试样表面O及C元素含量均减少,SiC涂层发生腐蚀溶解。腐蚀2400小时后,SiC表面氧含量略高,说明在腐蚀后期,SiC/SiCf复合材料包壳管表面有氧化物生成,但生成的氧化物很快与水发生反应而被溶解,腐蚀速率基本保持稳定。 表2 腐蚀后期试样表面的EDS分析结果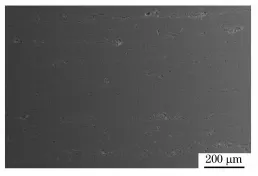

3 结 论 (1) SiC/SiCf复合材料包壳管在高温高压水环境中的腐蚀分为三个阶段:腐蚀质量增加阶段、腐蚀质量增加-质量降低过渡阶段、腐蚀质量降低阶段。 (2) 在腐蚀质量增加阶段,白色颗粒氧化物生成、团簇、聚集且不断生长连结形成了氧化膜结构,覆盖在SiC涂层表面,在一定程度上减少了基体与水溶液的接触面积,阻碍基体与水的反应,减缓腐蚀溶解,导致SiC/SiCf复合材料包壳管的质量增加。 (3) 在腐蚀质量增加-质量降低过渡阶段,SiC/SiCf复合材料包壳管表面可见密集的角状晶裸露,在角状晶的晶界处具有更密集的腐蚀坑,在CVD-SiC涂层表面未发现氧化膜或者氧化物团簇,SiC在水环境中开始以腐蚀溶解为主。 (4) 在腐蚀质量降低阶段,CVD-SiC外涂层表面平整,无明显缺陷、腐蚀坑,SiC/SiCf复合材料包壳管此时以均匀腐蚀溶解为主,腐蚀速率基本保持稳定。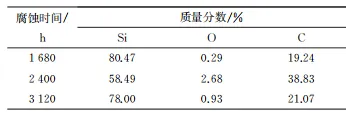
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”