



Al-Zn-Mg-Cu系超高强铝合金凭借优异的比强度,成为替代钢材实现装备轻量化的理想选择。然而,常规增材制造技术(激光粉末床熔融LPBF、电弧增材WAAM)制备该合金时,面临以下难题:裂纹和气孔缺陷多、晶粒粗大且呈柱状晶择优生长、强度与塑性难以兼顾。
基于此,燕山大学、大连理工大学等单位将激光-电弧复合增材(LAHAM)与热处理相结合,在不改变合金成分的前提下,通过调控激光功率和热处理工艺实现了缺陷、晶粒、析出相的多维度调控,为解决Al-Zn-Mg-Cu合金增材制造的性能瓶颈提供了有效方案,研究成果以“Regulating microstructure and strength-ductility synergy of laser-arc hybrid additive manufactured Al-Zn-Mg-Cu alloy”为题,发表在期刊《Journal of Materials Processing Technology》上。
论文链接:
https://doi.org/10.1016/j.jmatprotec.2025.119156
研究发现,激光功率对气孔率的影响呈现先降后升的规律:当激光功率从0W增至120W时,气孔率从0.49%降至最小值0.36%;继续升高至240 W时,气孔率急剧增至0.97%。XCT三维重构显示,低激光功率(≤60 W)时缺陷主要为球形氢气孔,而高激光功率(>180 W)时则转变为不规则匙孔型气孔。
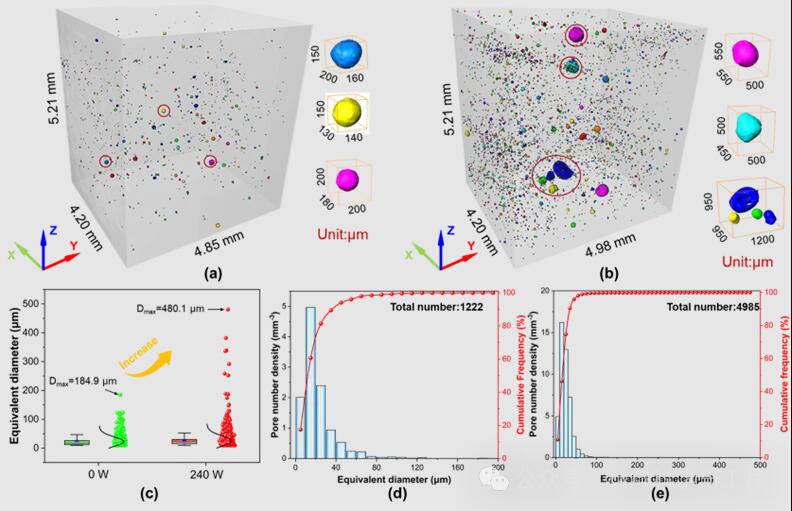
图1 不同激光功率下Al-Zn-Mg-Cu合金沉积样件气孔分析:(a)P=0 W时气孔三维CT重建;(b)P=240W时气孔三维CT重建;(c)气孔等效直径分布;(d)P=0 W时气孔数量密度及累积频率;(e)P=240 W时气孔数量密度及累积频率
激光功率的优化调控改善了晶粒形貌。当激光功率为0 W时,组织以粗大柱状晶为主,平均晶粒尺寸为70.1 μm;当功率提升至180 W时,形成电弧区柱状晶+激光区等轴晶的双峰组织,等轴晶比例达50%,平均晶粒尺寸降至30.4 μm,细化幅度达到57%。结合熔池凝固过程CFD模拟,探讨了微观组织的形成及演变机理。从熔池底部到顶部,熔池固液界面的温度梯度迅速减小,而激光功率的增加会显著提高整体温度梯度。将不同激光功率下模拟获得的温度梯度和凝固速率标注在CET图中,低激光功率下凝固组织完全处于柱状晶生长区域。当激光功率处于120 W~180 W之间,凝固条件在CET图中的位置逐渐向混合生长区域移动,形成柱状晶与等轴晶共存的组织特征。
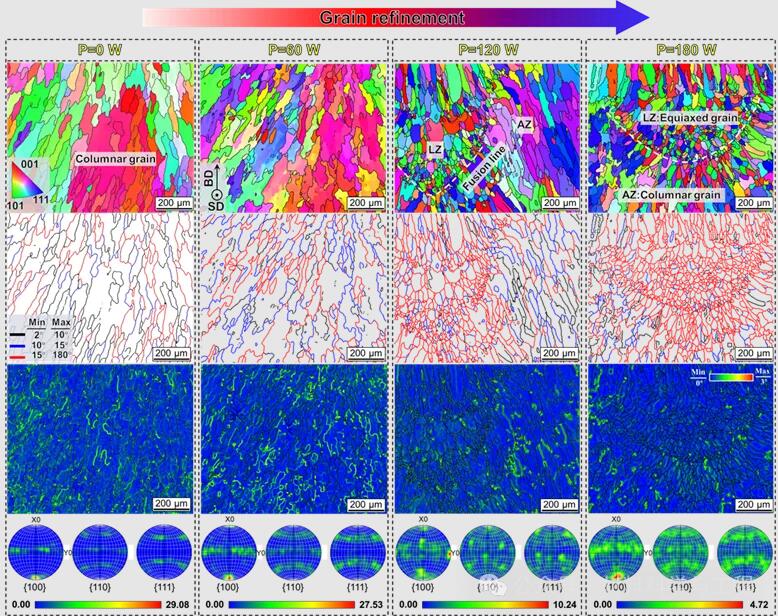
图2 不同激光功率下Al-Zn-Mg-Cu合金沉积样件的EBSD分析
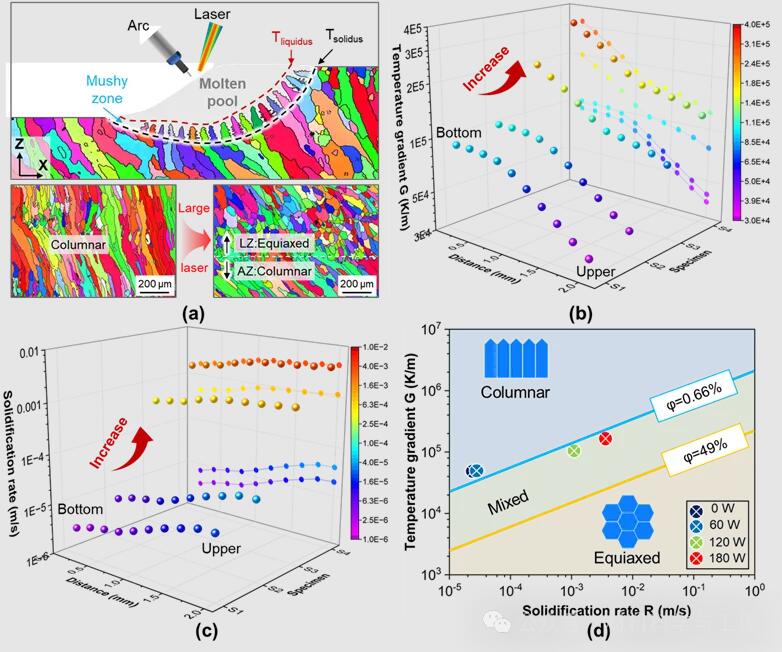
图3 LAHAM成形Al-Zn-Mg-Cu合金CET转变示意图:(a)微观组织演变;(b)不同激光功率下温度梯度分布;(c)不同激光功率下凝固速率分布;(d)凝固条件在CET图中的位置
沉积态Al-Zn-Mg-Cu合金的抗拉强度为319 MPa,断后伸长率仅为2.9%。热处理后的Al-Zn-Mg-Cu合金具有优异的强度-塑性组合,经过双级固溶处理后,即时效处理0 h,抗拉强度和断口伸长率显著提高至440±7 MPa和10.3±0.2%。在时效处理24 h样件中,抗拉强度进一步增加到602±8 MPa,断后伸长率略有降低,达到8.9±0.1%。时效处理96 h样件也表现出较高的强度,屈服强度和抗拉强度分别为450±5 MPa、536±9 MPa,而断后伸长率急剧降至7.5±0.3%。
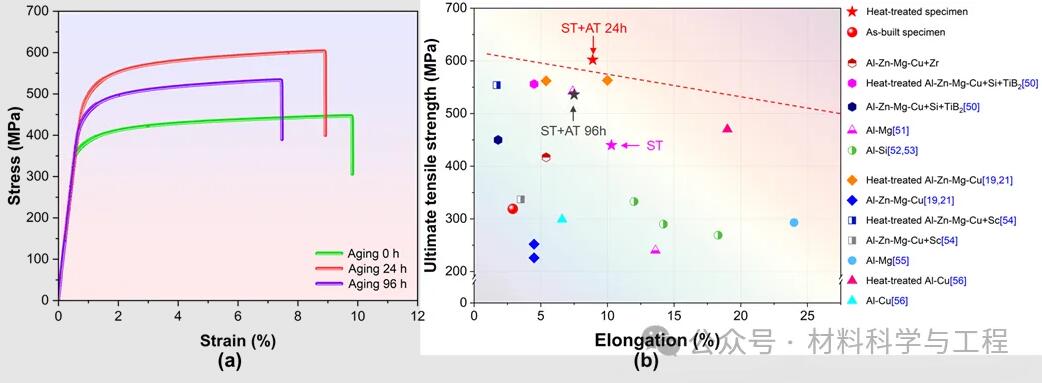
图4 (a)应力-应变曲线;(b)抗拉强度、断口伸长率与参考文献LPBF和WAAM成形Al-Si、Al-Cu、Al-Mg以及Al-Zn-Mg-Cu合金的比较
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”